Модели из 3D принтера

На видео просто деталь не монолитная. Файл так сделан.
А расслоение это плохое соединение между слоями при печати.
Частая причина расслоения - низкая температура песати и недоэкструзия.
Вчкра пробовал печптать шины для Цессны.
Из восьми попыток ни одной удачной!
В лоб осилить не получилось.
Будем убирать проблемы поочереди.
1 нестабильная подача пластика
2 плохая адгезия
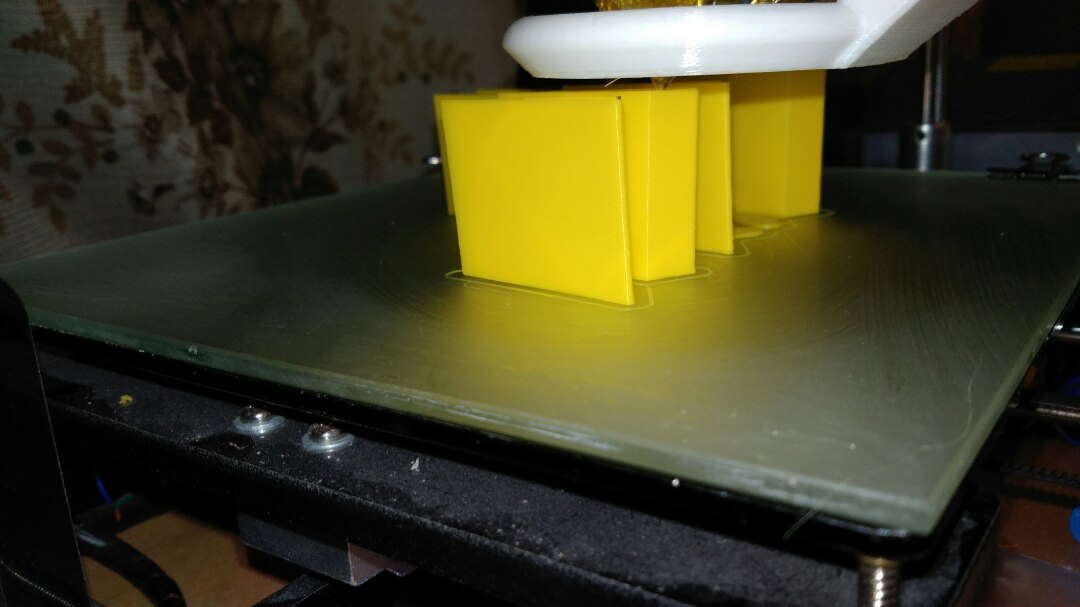
Первый слой печатается хорошо, при печати следующих слоёв происходит усадка и отрыв …
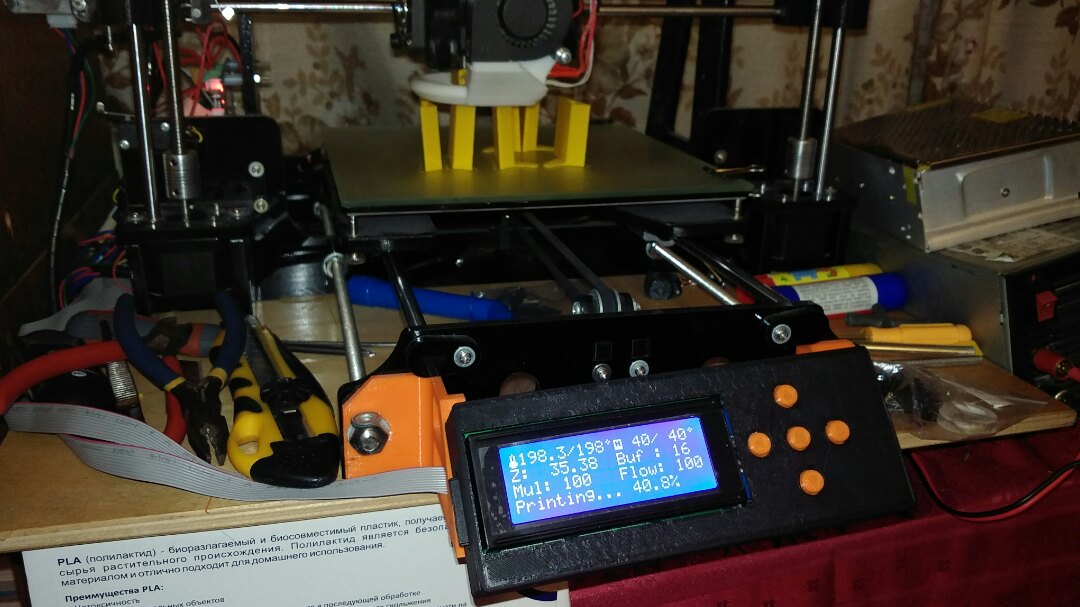
экструдер 225 град
стол 100 град
обдува нет
скорость печати 5 мм/сек
В смысле,искажения?
В смысле, если поверхность зеркала будет неровная, то зеркало будет искажать отражённое. А прозрачное стекло с дефектами менее заметно. Поэтому, зеркала обрабатывают более тщательно и поверхность (согласно общему мнению) более ровная.
Кстати, вот отличный гайд по корявым stl-файлам, где есть дырявые или пересекающиеся оболочки:
гайд по корявым stl-файлам
Я так тоже с кроликом столкнулся с thingverse. На столько привык, что нет проблем со слайсингом, что даже не посмотрел визуализацию gcode. А у него при печати голова отвалилась… 😃 Посмеялся, поплакал над потерянным временем и в netfabb починил, переконвертив в один объект. Тогда уже нормально напечаталось…
:)Вот более новая фотка. Только кожух (который от сквозняков и запаха) поднят.
Вас МК8 ещё не замучил?
Я как-то вообще без кожуха обхожусь.😉
Сегодня второй день борьбы с пластиком RUBBER фирмы REC.
Вчера он никак не хотел нормально подаваться из сопла и липнуть к каптону с температурой 100 градусов!
сегодня я нагрел стол до 110 град и протёр его перед работой спиртом и ацетоном.
Потом в слейсере я убрал вообще весь откат и увеличил площадь первого слоя путём добавления дополнительных кольцевых проходов перед печатью. Скирт или брим… не помню. Это в один слой.
температура сопла 230 градусов, скорость прежняя … 5 мм/сек.
Планируемое время печати одного переднего колеса 9 часов!
( из тапка быстрей и проще ) 😁
На данный момент печатается 7-ой слой. Качеством доволен. На каптоне держится!
Есть минус! Очень сильно воняет!!! Просто пипец!
зеркала обрабатывают
Ясно.Ладно,пока что попробую идти по возрастающей.Зеркало нужного размера взять я пока не знаю где.А где режут оконные стёкла вроде знаю.Далее вопрос.Я не знаю как делать,вернее корректировать файл перед печатью.Если например,логичнее всего расположить обьект печати вертикально вверх,(например сегмент крыла),то как увеличить площадь контакта со столом?Я видел по видео,как сначала вокруг как бы укладывается слой пластика,по контуру.Вокруг самой печатной зоны.А уж потом начинается сама печать.И ещё момент.Если например,в каком либо месте обьекта,требуется временная поддержка как бы снизу,(потом она конечно отламывается),как мне её там задать?
Да,поискав видео в Ютубе по настроечному меню,что на экране у “Anet A6”,нормального и полного ничего не нашёл.Что бы попунктно было разложено от “А” до “Я”. Кое что дотумкал сам.) Но есть и пока непонятное.Например,как выставляется скорость подачи прутка.Температуру стола и экструдера я нашёл где выставлять.
Вас МК8 ещё не за…
А что с ним не так? Экструдер как экструдер. Больше полугода даже сопло не прихолдилось чистить, только пластик перетыкаю. В этом всё обслуживание.
Я как-то вообще без кожуха обхожусь.😉
Так небось и печатаете PLA вместо настоящей пластмассы! 😃
Есть кто заказывал на Сопутке пластик?)) А то заказал у них 1кг SBS,переходной цвет,уже дня три как,а ни трекномера от них,ничего.И не пойму,в каком месте у них на сайте просмотр статуса заказа… Отзывы читканул. Правда старые попались.Якобы не очень у них продукция.Хотя и там мнения крайне противоположные.
Ну о качестве тамошней продукции по цене можно догадаться 😉 Но сама контора не кидальная, народ там часто заказывал среди знакомых.
Ну о качестве тамошней продукции по цене можно догадаться
А что не так с качеством? Есть опыт? Килограммов 5 уже отпечатал. Кроме проблем с загибанием острого края других проблем не наблюдаю. Остальное всё решается настройками принтера. Пробовал ещё PrintProduct и Volprint (не считая китайских пары катушек) и никакой разницы не заметил вообще. Говорю за PLA. ABS только PrintProduct брал и печатал немного.
Ну, качество - это не только непосредственно качество конкретной катушки, а также стабильность, вероятность нарваться на брак.
Конечно, возможно просто в китае оптом у производителя (а не китайского перекупщика!) закупают, и лишь поэтому цена низкая…
Вообще у дешевого пластика две проблемы: что диаметр прутка может плавать и что сам пластик может быть говном. Качество пластика, в том числе, определяется, какой процент переработки (переработаного пластика, вторичного) туда добавили. Переработаный пластик обладает худшими мех. характеристиками: так как от перереботаи у него уже химия попорчена частично (более короткая средняя длина полимерных молекул? пусть химики пояснят, если есть) и там уже есть краситель от “прошлой жизни”, который также не добавляет прочности. Да и сам вторичный пластик - может быть совсем не того типа, что изготавливаемый. Грубо говоря, фактически в катушке будет уже не ПЛА, а ПЛА напополам с калополимером 😃
Недавно попался ленинградский сайт по пластику.Так там наладились продавать его просто смотанный в бухты и утянутый нейлоновыми стяжками.Внизу сайта,у них скачивается разборная катушка.Для распечатки.То есть,купил у них бухточку пластика,вставил в разборную катушечку,защёлкнулись её половинки.Потом бокорезами просто перекусываются эти стяжечки и пиндец!Готово. ) И нет переплаты за одноразовые катушки и дома не копятся! Хотя конечно можно просто перематывать на одноразовые не разборные.)
Если например,логичнее всего расположить обьект печати вертикально вверх,(например сегмент крыла),то как увеличить площадь контакта со столом?
Включить на вкладке “Additions” (в Simplify3d) параметр “Skirt/Brim” с нужным количеством контуров, слоёв и отступом от модели в 0 мм. Если Cura, то “Поддержка/Тип прилипания к столу/Кайма” и нажав на три точки поставить количество линий. Но не уверен, что Cura норамльно эти модели послайсит. Во всяком случае, у меня она всю “нутрянку” у секций теряет. Может в Slic3r лучше будет, но не факт…
Недавно попался ленинградский сайт по пластику.Так там наладились продавать его просто смотанный в бухты и утянутый нейлоновыми стяжками.Внизу сайта,у них скачивается разборная катушка.Для распечатки.То есть,купил у них бухточку пластика,вставил в разборную катушечку,защёлкнулись её половинки.Потом бокорезами просто перекусываются эти стяжечки и пиндец!Готово. ) И нет переплаты за одноразовые катушки и дома не копятся! Хотя конечно можно просто перематывать на одноразовые не разборные.)
Что за производитель? Я замучался уже с этими катушками. И не приспособить в хозяйстве и выбросить жаль.
Купил эту модель 3dlabprint.com/shop/stearman-pt-17-kaydet/
Печатаю в Cura, без юбки. Пока все ок, ничего не теряется. Правда к модели настройки для принтера идут в комплекте - полезная штука
Может в Slic3r лучше будет, но не факт…
По личному опыту, в слике точно можно настроить. Но я там кое-какие вещи не смог до конца добить (скорее поленился), в симплифае удалось со второго раза все параметры угадать. Хотя по числу настраиваемых параметров он (симплифай) мало отличается от слика…
Ну, качество - это не только непосредственно качество конкретной катушки, а также стабильность, вероятность нарваться на брак.
С браком не столкнулся. Диаметр чуть плавает в диапазоне от 1.68 до 1.73. Поставил в слайсере 1.70 и забыл. По поводу закупок в Китае - смешно. Вы, видимо, не вникали. FDPlast - завод производящий кучу пластиковой продукции (трубы и т.п.). Пруток для 3д печати у них лишь побочный продукт. Вполне допускаю, что сначала просто отходы перерабатывали, а потом уже вылилось всё в “Сопытку” (вообще, думаю, название подразумевалось как “сопутка” - сопутствующий продукт). Реально сравнивая с брендами - никакой разницы. Вот специальных пластиков у них действительно никаких нет. Так что за рабберами, нейлонами и прочим надо идти к барыгам. Я работаю в фирме, которая пенополиэтилен производит и пленки различные. О стоимости исходных материалов (гранул) имею представление. Сейчас это модно, как фалафель, например, и за модное ломят цены с кратной наценкой. Подозреваю, что при массовом производстве, при цене в 300-400 рублей за 1 кг PLA и ABS уже была бы прибыльность в 100%. Остальное - простая накрутка. И FDPlast сейчас этот рынок слегка ломает. Но, поскольку это не основной продукт, и заказов явно хватает, то и в маркетинг они не вкладываются. Хочешь - бери, не хочешь - иди дальше и плати за бренды. Сам печатал только их PLA, но по отзывам ABS тоже вполне. HIPS и SBS - ничего не скажу, не сталкивался.
Всё сказанное ИМХО.
По личному опыту, в слике точно можно настроить.
Не пробовал я в Slic3r. Забыл и про него и про Cura как только Simplify попробовал. Сначала казалось сложно, но качество печати сразу выросло и со временем стал “адептом”.
Вообще, начинал с Repetier Host с подключенными Cura и Slic3r. Одно слайсил в одном, другое во втором… Всё время приходилось подбирать слайсер, так как разница в результатах была и всегда в разную пользу. Теперь открываю Repetier Host, только если в EEPROM что-то поправить надо. Как-то так.
В модели Qtrainer отдельная папка с ini для Cura и какими-то MatterControl для неё-же, видимо. Иначе Cura пустую оболочку слайсит…
Симплифай не дает жы-код посмотреть и подправить в виде текста - это плохо. Поэтому репитер приходится открывать периодически.
После слика - симплифай не кажется сложным. Объём настроек примерно тот-же, хотя сами настройки чуть другие и не на 100% пересекаются. Если честно, я пока не уверен, что полностью на симплифай перейду. Как-то он ниже моих ожиданий оказался. Не плохой, а именно лишь ниже личных ожиданий.
Примерно как у них в видео,похожее и у меня в крайний раз было с печатью.Той,что на видео ,где сегмент крыла из белого ПЛА .Закинул на флешку файлик,с помощью программы Репетиер-Хост,предварительно положив его на бок.Всё.Никаких настроек не выполнял более.И всё время,пока оно там печаталось,слышал погрюкивание подающего механизма.Думаю,ну точно скорость подачи завышена!
И поддержку печати в одном месте надо было сделать,а я не знаю пока как.
Собственно,пройдя по ссылке,что ранее давал товарищ Герман, www.thingiverse.com/thing:2044074 я решил попробовать распечатать фрагмент фюзеляжа.Самый центральный.Откуда крылья растут.) Вот и расположил его боком в Репетиер-Хосте.Записал для печати с флешки.Перенёс её на принт и врубил печать.Наверно я не до конца что то доделал с таким большим обьектом.)
замучался уже с этими катушками
Не найду теперь тот сайт хоть тресни! Обыскался,даже в историю браузера залезал. Вот там вкусненькие катушки разборные были! Есть и прочие конечно,но уж очень “колхозные”. По дизайну. Я набрал в поиске “разборные катушки для пластика” Что нашлось то нашлось…
Не найду теперь тот сайт хоть тресни!
Меня скорее пластик без катушки интересовал. Нарисовать катушку я и сам могу. 😃
кинул на флешку файлик,с помощью программы Репетиер-Хост,предварительно положив его на бок.Всё.Никаких настроек не выполнял более.
В этом и проблема. Мод каждую деталь надо настройки менять и её положение на столе. Сегменты крыльев печатать только вертикально поставив на торец. Первый миллиметр высоты печатается в 2 периметра, потом переход на 1 периметр с 0% заполнением. Поддержек для них никаких не надо в 99% случаев.
Не найду теперь тот сайт хоть тресни!
Меня скорее пластик без катушки интересовал. Нарисовать катушку я и сам могу. 😃
кинул на флешку файлик,с помощью программы Репетиер-Хост,предварительно положив его на бок.Всё.Никаких настроек не выполнял более.
В этом и проблема. Мод каждую деталь надо настройки менять и её положение на столе. Сегменты крыльев печатать только вертикально поставив на торец. Первый миллиметр высоты печатается в 2 периметра, потом переход на 1 периметр с 0% заполнением. Поддержек для них никаких не надо в 99% случаев.
Свою проблему кажется (3 раза тьфу) решил. Первые слои печатаю со столом разогретым до 75 градусов (пирометр показывает примерно 60 градусов на поверхности зеркала, может врёт), потом снижаю до 40 и так держу до конца печати. Вчера печатал элероны. Без брима ничено не отвалилось и не загнуло.
Пардон за бардак вокруг.
Склеенные элероны (3 из 4-х сегментов.)


И крыло напечатанное (ещё не клеил):
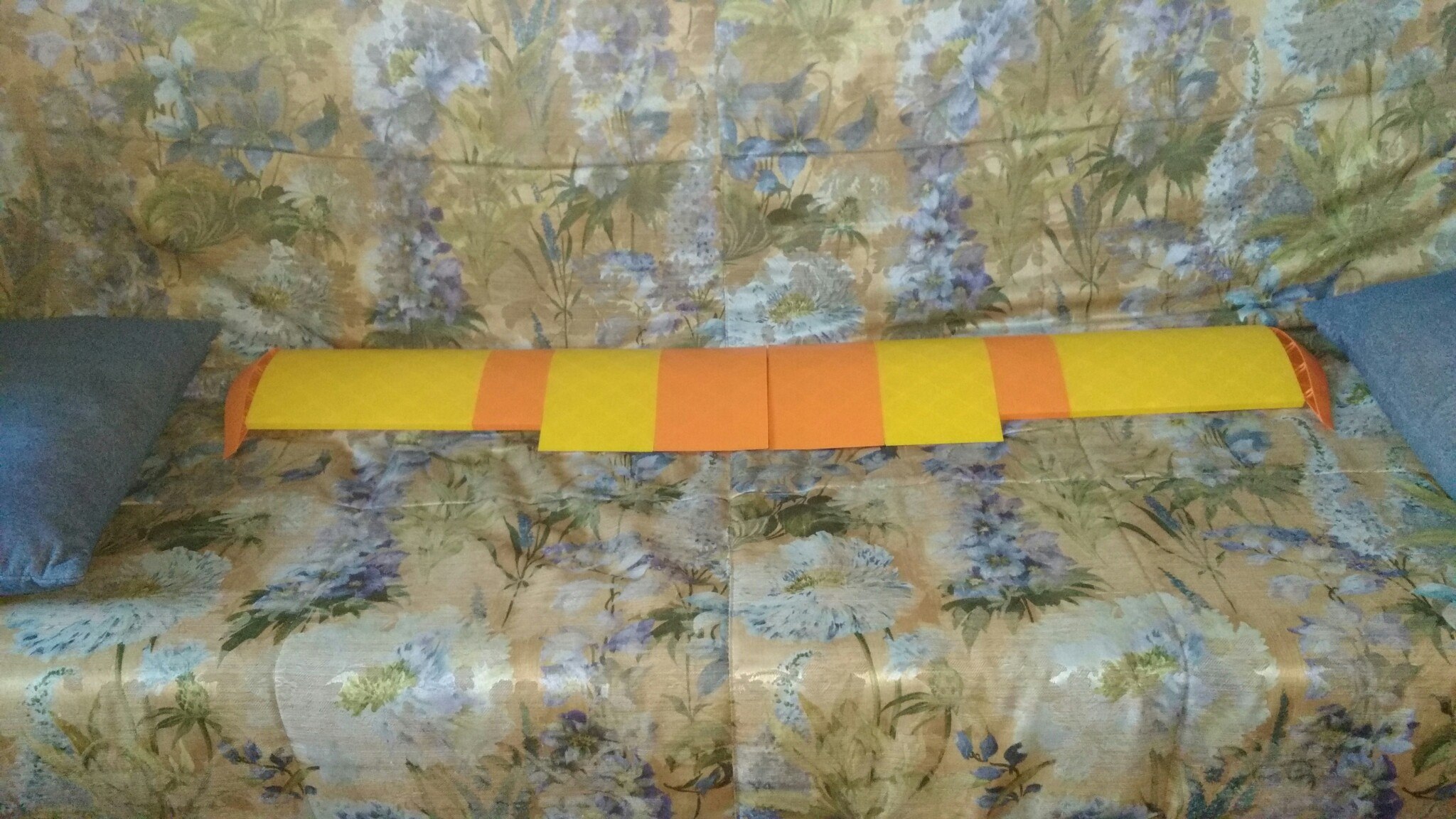
Напомню, что если кликнуть правой кнопкой мыши по картинке и выбрать “открыть картинку в новой вкладке”, то можно увидеть её в полном размере.
Простите за фокусировку - телефон в недостаточном освещении промахивается.
Да,поискав видео в Ютубе по настроечному меню,что на экране у “Anet A6”,нормального и полного ничего не нашёл.
Посмотрите какая у вас прошивка (обычно принтер при запуске пишет Marlin или Repetier - это основные варианты), а потом можно в интернете погуглить меню с расшифровкой для вашей прошивки.
Прошивка якобы 2.0 Это я смотрел на экранчике самого принтера,в соответствующем пункте.
Пойду за стеклом на столик принтера.Сниму замеры наверное так,что бы оставить доступ к регулировочным болтикам по углам.Или полностью от угла до угла.Как правильнее будет,не уверен.))