Proxxon MF 70 vs BFW 40

Всем привет!
В очередной раз задумался о домашнем станочке, для авиамодельных целей.
Готовые решения на ЧПУ стоят дороговато для хобби, китайщина не внушает доверия, поэтому смотрю на переделку самых популярных решений.
Рассматриваю MF 70 и BFW 40.
Сравниваю по двум характеристикам
- Качество механики характеристики станка.
- Сложность и стоимость оЧПУшивания.
Прошу поделиться опытом и мнениями по данным станкам.
Работать буду по аллюминию.
Для дома и хобби переделанного МФ70 вполне хватает. Насчет сложности - когда все почувствуешь то легко. Есть наборы готовые для переделки того же МФ70 - там детальки фрезерованные и муфты. Предлагают даже дилеры в Парадоксе.
насчет Проксона и чпу - вам нужно учесть что подачи у него тугие ипоэтому потребуются не пропорционально мощные моторы иначе прийдется в ущерб люфтов и точности разжимать клинья.
Дальше прийдется переделывать шпиндель и сразу менять подшиники ( зачем поймете сами купив станок ).
Лучше всего поизучать что не в Питере предлагают а сами немцы - usovo.de/…/Proxxon-MF70CNC-accessories:::68_2_137.…
Но ценник получается очень скотский , особенно если менять винты подач на шариковые.
Можно чуть сэкономить купив этот шпиндель как заготовку - www.aliexpress.com/snapshot/104360139.html
Или купить эти цанги и гайки и сделать свой шпиндель - www.aliexpress.com/snapshot/104383296.html
www.aliexpress.com/snapshot/104383295.html
Дело в том что хваленое качество оказывается только хваленым и если это немцы руки нужно сразу отрывать -
Сам шпиндель просажен по посадочному диаметру подшипников , что вызывает дробление особенно при обработке металов . Дальше конструкция муфты шпинделя убогая через резинку между валом что тоже вызывает дробленку . Дальше столь высокие обороты вас напрочь привяжут к фрезам проксона ( хоть они и не дорогие ) , так как все что не пробывал другое станок с этим отказывается работать ( особенно русские твердосплавные фрезы) .
Дальше купив к примеру шпиндель , вытаскиваете электронику и ставите безколекторный мотор на место где была электроника и делаете ременную передачу . А в стойку выносите новую электронику управления оборотами .
У меня это регуль на 60ампер + на ардуино собранный контроллер управления оборотами ( пока проект еще в очень сыром варианте ) .
Что получите - уменьшение оборотов и колосальное увеличение крутящегося момента шпинделя ( в отличии от варианта немцев с планетарным редуктором) + всеядность станка к фрезам .
Плюс у проксона гавеные цанги - перейдя на ЕР вы получите минимальный бой фрез .
-----------------------------------------------------------
Короче аналога проксону я не нашел в семействе микро , просто нет ему конкурентов .
Отсутвие конкуренции способствует тому что станок очень далек до продукта высшего качества .
По 5-и бальной дам всего 2+ балла.
---------------------------------------
То что стол у станка алюминиевый - это не страшно и за год я не получил выроботки у стола , это благодоря качественному оксидириованию и обильной смазке которая напитывает оксидированный слой.
Цена нового стола не кусучая и можно позволить если при очень плотном использовании переодически его менять на новый ( когда сожрет оксидную пленку и полезут люфты ).
Так что сами думайте .
Но делать из него ЧПУ я не собираюсь пока .
А кто делал все сталкивались что очень тугие подачи станка способствуют пропуску шагов и требуется применять очень мощные контроллеры и моторы для столь малого станка .
Да обратите внимание на их кит “немцев” под прокосон снс - usovo.de/…/Conversion-kit-for-Proxxon-MF70-into-MF…
Все в нем есть - но насколько все удачно или нет ???
Дальше прийдется переделывать шпиндель и сразу менять подшиники ( зачем поймете сами купив станок ).
Дело в том что хваленое качество оказывается только хваленым и если это немцы руки нужно сразу отрывать -
Сам шпиндель просажен по посадочному диаметру подшипников , что вызывает дробление особенно при обработке металов . Дальше конструкция муфты шпинделя убогая через резинку между валом что тоже вызывает дробленку .
Евгений, Вы, как в воду смотрели 😃 Запели подшипники после примерно 20 часов работы. Какие подшипники лучше поставить, и какой алгоритм их замены. Снял двигатель, увидел под ним пластмассовую крыльчатку, страх что-то сломать, вторгаясь в претензионный станок 😃, остановил от дальнейших действий. Думаю лучше спросить у знающих.
Я покупал подши на боке www.bocabearings.com
Купил 6800RS - ( www.bocabearings.com/search.aspx?SearchType=StartD… ) выбор пал из-за невысокой цены + они имеют резиновые сальники которые в отличии от того что стоит с металическими чашками не дают попасть даже мельчайшей пыли .
Возможно именно это и есть причина почему в проксоне подши не живут - в микромот50 стояли тоже с чашками и высыпались у меня очень быстро - поставил ремкоплект от Тамии с резинками - три года и еще не менял.
Но вернемся к фрезеру - после установки у меня перестал греться вообще станок - грыз люминий иногда по три часа с короткими остановками для замера и температура была около 30 градусов.
До замены максимум 40 минут и корпус нагревался не притронутся.
-------------------------------------------------------------------
Замена простая - открутили мотор .
Выкрутили болт который вкручивается в шпиндель и раскачивая снимаете пластмассовую чашку эластичной муфты.
Как чашка слезет через выколотку ( люминь, латунька и пр. ) выбиваете шпиндель вниз из корпуса и все вывалится.
Подши в корпусе держаться за счет стальных колец в проточках а не засчет точной посадки - им так дешевле протачивать ± несколько десятков милиметров и фиксировать просто кольцами.
Сами понимаете как работает от таких посадок шпиндель …
Дальше конструкция очень простая и вы все поймете как и что …
Сразу хочу предупредить - не покупайте делительную головку от проксона - такие бешенные деньги стоит и все на ветер (она кривая "я про разметку " , вся люфтит , короче золотое гуано ).
Лучше купить эту harborfreight.com/3-inch-rotary-table-and-clamping…
Тут и точность и еще деньги останутся …
Дерзайте , удачи …
Лучше купить эту …w.harborfreight.
Ви думаете ЭТО лучше?!
Ещё то г…
Вы не держали в руках проксона наверное

micmag.ru/…/24264-delitelnaja-golovka-proxxon-dlja….
градусы набиты не правильно и между 355 и 0 расстояние в два раза отличается от всех других.
На этой головке не реально точно сделать шестигранник так как ось вращения патрона смещена от центра .
Нарезать шестерню - я под зубчатый ремень уже 5-ю шестерню пытаюсь нарезать с 9-ю зубами чтобы заставить его более менее работать и не грелся ремень .
Плюс станина самого патрона люфтит в корпусе 1,2мм .
В попытке сделать шестерню уже перефтулил все что можно - конструкция такая что бороться с этим проблемно.
И это у новой головки , но так как она люминевая и имеет такие зазоры то опилки из под фрезы сыпятся в зазоры и все сжирает с каждым оборотом. 70% фрез я сломал на этой головке по причине что патрон сам разжимается и деталь вываливается с патрона при резании.
Для меня это особенно больно так как в городе проксоном не торгуют и приходится заказывать фрезы ( фрезы мне нравятся и заточка и материал , я даже из обломков наделал микро резцов при помощи сделанной державки себе на токарничек - уж очень хороший материал ).
И это стоит 5000 рублей и не поддается никакому улудшению.
Приведенный мной столик стоит своих денег и главное это опять же самый маленький который смог найти.
Пока не купил , но думаю он хоть и имеет недостатки , но устранимые.
Поэтому актуальным стало перетрясти станок уменьшив обороты с 20000 до 5 000 максимальных и 600 минимальных иначе сидел иногда по месяцу в ожидании фрез.
Сам станок импонирует я дома забившись в углу могу делать то что иногда на большом фрезере вообще не сделать .
---------------------------
Так что идеала не нашел под этот станок - мелкие делительные головки мне больше кроме этой не встречались.
3" для проксона и то великоваты .
Но вернемся к фрезеру - после установки у меня перестал греться вообще станок - грыз люминий иногда по три часа с короткими остановками для замера и температура была около 30 градусов. До замены максимум 40 минут и корпус нагревался не притронутся. ------------------------------------------------------------------- Замена простая - открутили мотор . Выкрутили болт который вкручивается в шпиндель и раскачивая снимаете пластмассовую чашку эластичной муфты. …
Да уж,… я то по простоте душевной, думал, что греется от двигателя, напрягается маленький, что подшипники так его нагревают даже представить не мог. Спасибо за инструкцию, все понятно, только , что за болт который вкручивается в шпиндель… не припомню ( давно раскрывал и закрыл, залазить туда еще раз пока не найду подшипники не хочу), эластичная муфта, зеленая пластмассовая, она же проппеллер-импеллер им к шпинделю прикручена?
И про делительную головку спасибо, я теперь с большой осторожностью отношусь к этой фирме, правда, расходники у них очень хорошие встречаются, это те к которым они не прикасаются своим инженерингом и руками, просто берут у немецких фирм ( боры и сверла например делает флагман медстоматологии Meisinger ) и аккуратно упаковывают в свои чудесные зеленые коробочки 😃 Как пример,мне очень понравилось их решение со смазкой зубчатого ремня в шлифовалке, смазка всегда свежая и разнообразная, может быть деревянная, металлическая, керамическая,… да какая угодно.😁
Когда задымит моторчик не спешите его менять или выкидывать ( задымит это факт ) .
Моторчик там высоковольтный и его бяда в конструкции щеточного механизма коллектора. Вся мелкая пыль прогоняется неудачным охлаждением и оседает на щетках ( особенно мелкая металлическая) . Потом все это начинает гореть и оседает на пластмассе щеточного узла покрывая все токопроводящим слоем.
Когда слой накапливается до такого состояния что возникает дуга между ламелями коллектора и щетками и пластмассой мотор начинает дымить и такое зловоние выпускает .
Лечится моторчик просто разборкой щеточного узла .
Снимается разжав 4-е точки завальцовки крышки щетко держателя и просто убрав напыленный слой с пластмассы которая вгорела вокруг коллектора . Сразу обточите её побольше увеличив зазор.
У меня моторчик пускал дым три раза .
Но это дымел выпуская зловоние коллектор а не обмотка .
Моторчик до сих пор рабочий и живой .
А сколько бы тех сервис проксона с меня уже денег поимел - говорят они моторы продают по цене не менее трети стоимости станка ( это с инета где то читал и на точность факта не утверждаю ).
Короче проксон это еще та конторка .
Хваленые токарные станки …
Но после покупки Айкен 150 ( чистый китаец ) , он же джет и пр. и сравнивая с 400 его собратом от проксона - плотить три цены айкена за подобный это можит только сумасшедший . Я на секономленные деньги купил подши , сменил патрон и взял всю доп начинку и китаенок после перетряса работает так что душу греет .
Но какой бы это был осадок влупить конскую сумму и потом также все перетрясать и получить теже болезни китайца …
Но все познается на личном опыте.
Пока руками не потрогаешь не поймешь где и что.
Можит что то у Проксона действительно хорошее , но увы не стоит оно тех денег так как на проверку выясняется что хваленой точностью не пахнет .
Да чуть не забыл а то вдруг пойдете не тем путем при смене подшей.
Когда через выколотку ударите по шпинделю он у вас выпадет ( не сомневайтесь вывалится со свистом ) и подши останутся в корпусе . Один подшик выбьете вниз ( нижний ) он выпадет с распорной втулкой вала шпинделя . Чтобы его выбить чуть отверткой втулку в сторону сместите чтобы упереться в внутреннюю обойму подшика .
А верхний выбивается вверх через противоположное отверстие где стоял нижний подшик.
Все выходит легко так как посадок плотных не имеет ( все просаженно ) и как писал подши держатся за счет стальных колец . Конструкция до безобразия безобразная позволяющая производителю не напрягаться на точности изготовления.
На боке можно заказать не стандартные подши в плюс или минус по размерам на несколько соток ( у них доставка бесплатная ) .
Поэтому ( я что то не подумал изночально ) можно заказать второй комплект с уменьшеным диаметром внутренней обоймы на 0,02мм и увеличенным диаметром на 0,02мм наружной обоймы - это вам даст возможность чуток улудшить работу шпинделя.
Ведь качественная сторона станков начинается именно с качества работы шпинделя.
В целом не все так плохо - просто я очень занудный человек и даже у супер монстров нахожу что что мне не дает спокойно жить.
Удается работать и делать детали с точностью до 0,01мм , если очень ответственно подойти к процессу то и отлавливать размеры до 0,005мм . Я делаю чаще деталюхи для модельных моторов и там критерий точности очень жесткий, поэтому и требования чуть выше …
Но после покупки Айкен 150 ( чистый китаец ) , он же джет и пр. и сравнивая с 400 его собратом от проксона - плотить три цены айкена за подобный это можит только сумасшедший . Я на секономленные деньги купил подши , сменил патрон и взял всю доп начинку и китаенок после перетряса работает так что душу греет .
Прошло время, проксон учел свои ошибки и исправился! В новинках 2012 года у них теперь есть новая модель токарного станка! Его даже не надо щупать - все видно на фото!!! Это флагман !!! 😁 Такого уже китайцы не подделают:). Одна станина чего стоит! 😁 Мне вот интересно, отловят проксона когда-нибудь сами немцы и надают ли ему тумаков, чтобы made in Germany не позорил…
Огромное Вам спасибо за ценную информацию!
Есть еще несколько вопросов -
Сколько ехал подшипник по времени?
Хочу вот этот взять www.bocabearings.com/…/MR68002GS-10x19x5 или с резиной лучше будет.
Не могу что-то найти у них на сайте, как можно под свой размер подшипник заказать…
Мне вот интересно, отловят проксона когда-нибудь сами немцы и надают ли ему тумаков, чтобы made in Germany не позорил…
Я бы на Вашем месте не спешил с выводами… как говориться - каждому кораблю своё плавание. И я бы добавил своего пользователя (т.е. руки и голову).
Для информации гляньте, что делают те же немцы на станках Проксона (кстати большинство приспособ сделано тоже на проксонах)
metallmodellbau.de
Для информации гляньте, что делают те же немцы на станках Проксона
Марат а вот что 70% народу делают на китайцах ( полистайте форум в целом - дух иногда захватывает) - www.homemodelenginemachinist.com/index.php?topic=9…
В штатах почему проксон обходят стороной.
---------------------------------------------------------
И дело не втом что Проксон хуже китайца - равносильно одинаковые , но скотский ценник за что ?
Экономика страны пошатнулась и иначе не выжить , так еще до евро союза ценник не был дешевый.
Ну обидно отдать туеву тучу денег и потом еще менять подши устранять люфты .
Поэтому что можно делать на станках в целом - не об этом смысл .
Смысл или качество соответствующее цене или цена соответствующая качеству.
------------------
С одной стороны прокосн молодец что единственный производитель который выпускает линейку семейства микро .
Мини увы , но народ не настолько богат чтобы плотить в 3 , 4 раза больше чем оно должно стоить.
Вот магазинчик который позволяет любого китайца сделать конкурентом прокосону - www.littlemachineshop.com/default.php
И главное еще денежки останутся.
---------------------------------------------
Сколько ехал подшипник по времени?
Хочу вот этот взять www.bocabearings.com/…/MR68002GS-10x19x5 или с резиной лучше будет.
Не могу что-то найти у них на сайте, как можно под свой размер подшипник заказать…
Подшипник если закажите бесплатной доставкой едет примерно 1 месяц .
Понимаете из под фрезы вылетает очень мелкая пыль и только резиновые сальники спасут вас от разрушения подшипника предотвратив попадания пыли в шарики .
Насчет новой модели - они сделали аля Юнимат ( в чип дипе подобным торгуют) устранив косяки юнимата.
Но их 230 модель токарничка есть однотипная модель у китайцев JET BD-3
Он у меня стоит 12000руб. Дизайн угловатый - но мне главное чтобы точил круглое а не овальное , что с этого станка можно получить очень незначительным вложением .
Я немого ошибся с своей моделькой -180 /350

Мне его хватает сейчас делать детали для мотора 30см3 .
А вот на том малыше даже не знаю - мелкие патроны страдают не точностью и хрупкостью.
Да система СПИД начинает страдать - но все каждому на конкретные задачи и каждого свои взгляды на жизнь .
Т.е. это мое мнение без права на совершенство.
Но следующий станок у меня будет мини фрезер и уже никак не прокосон -
Скорее всего Корвет 413

Его цена более демократична и у него только один недостаток ( конструктивный ) который нельзя устранить .

Не могу что-то найти у них на сайте, как можно под свой размер подшипник заказать…
По этому поводу - заходите на центральную страницу www.bocabearings.com
Вам выпадает менюшка и вы попробуйте начать выбирать свой размер указав метрику и все поймете правда с нашим размером просада - 0,5 внутренний и 0,1мм наружный только сейчас есть в наличии подши.
Вот китайцы начали делать столики ( примерно месяц назад не видел этих позиций у них) -
25мм диаметром (2") - aliexpress.com/…/503054457-Precision-Rotary-Stage-…
и 75мм диаметром (3") - aliexpress.com/…/503041748-Precision-Rotary-Stages…
но скотский ценник за что ?
Евгений… так скотский ценник для кого??? Для жителей евросоюза или для россиян??? Я вас понимаю конечно, что для вас это дорого, но в секторе малогабаритного хобийного оборудования для в квартире работать другого не наблюдаю. Для моторостроения взяли бы лучше BF 20, тоже не супер, но хотябы жёсткости поболее.
Семён Лернер кстати свои моторы на BF 20 делает, правда переделанном в ЧПУ
но народ не настолько богат чтобы плотить в 3 , 4 раза больше чем оно должно стоить.
А откуда вы можете знать сколько это дольно стоить??? В машиностроении например в германии час рабочего времени оценивается от 40 евро - вот и считайте дорого или дёшево стоят эти станочки. А то что экономика или что-то другое в России в полной ж-е… ну так проксону на это сами понимаете глубоко нас-ть. Как говорится спасение утопающего дело рук самого утопающего.
Марат а вот что 70% народу делают на китайцах
Вот поэтому я и написал - дело не в станках, а в подходе к делу (голову и руки надо иметь)
Ладно экономику опустим .
MF-70 не совсем под моторы , но фрезернуть поршень, заднюю крышку очень удобно .
Картер и пр. пока даже на малую кубатуру не удобен - отсутвует наклон шпинделя и высоты по оси Z не хватает.
Выход в таких тисочках можно найти - www.homemodelenginemachinist.com/index.php?topic=1…

Правда под MF-70 нужно еще уменьшать размерчик .
А можно шпиндель отрезать и сделать через крепление через диски ( как было крепление на старом школьном фрезере ).
Стоит оно этого ?
Пока не решил и не забиваю голову так как именно под моторы и хочу другой фрезер ( на данный момент это особо острый вопрос - чего мне не хватает) …
BF-20 у Проксона не нашел , а вот BF-40 увы но нет труба не катит - это сразу не станок а дерибас . Тут пока имхо альтернативы этому станку я не нашел (тот же корвет и пр.) - axminster.co.uk/axminster-sieg-sx2-mini-mill-prod8…
А если вы имели в виду VARIO BF-20

Так это даже близко не проксон и тут я солидарен с человеком - это тот станок с которого китайцы клонировали Корвет , Sieg , JET и пр. и он имеет наилучшие комплектующие и сам производитель Optimum, который по доступности (не ценовой а возможности приобретения) мне известен.
Тут Проксону просто как и китайцам до луны дороги не видать - очень не показательный пример тогда у вас
- Варя это варя это производное лучшего бренда и там все замечательно цена пропорциональна качеству…
- Варя это варя это производное лучшего бренда и там все замечательно цена пропорциональна качеству…
Столько оптимизма в ваших словах… А на деле, это всё те же китайцы, только под именами ( и под контролем) немецких или других фирм. И народ прежде чем на них начать работать перебирает их с нуля. И в принципе это касается всех станков из так называемого хоббийного сектора.
А если вы имели в виду VARIO BF-20
да именно такой станок я и имел ввиду
А на деле, это всё те же китайцы
Вольво тоже сейчас китай если так подойти …
--------------------
Но проксон не брезгует ставить их патроны к примеру на токарники…
Но главное что сейчас почти из китая все - даже мерсы , ауди , бмв, напичканы китайскими комплектующими.
Кто заставлял свою промышленность переносить в китай а сейчас поздно гнушаться.
Но станки Оптимум и Квантиум имеют действительно качество - шпинделя не просажены , патроны имеют минимальные зазоры и архимдовы спирали на любом диаметре заготовки дают точность и минимальное смещение кулачков . Мне лень фотать что из себя представляет проксоновский патрон когда зажимаю заготовку - кулочки разезжаются на 0,4мм . Станок дробил потому что цанга в шпинделе не центровалась в конусе шпинделя и болталась по диаметру хвостовика, да еще не досверлен был шпиндель и цанга упиралась торцом.
Мелкие недостатки в полной картине создают общее впечатление.
Особенно из-за того что расходником становятся фрезы - они замечательные , но минус в том что копят напряжения и в какой то момент от постоянных ударных нагрузок даже на маленькой подаче фреза как стеклянная лопается.
В Проксоне как нам несколько лет хвалили во всех форумах я ничего профессионального не увидел.
У меня стекольщики в старом сервисе ( которые трещины удаляют в лобовых стеклах авто ) давно на проксон забили по причине что не живет долго и опять же цанги больное место. Покупают машинки такие же по цене другого производителя и на очень долгое время закрывают вопрос в машинках ( я не в теме , не моё ) .
Я как то подошел и так умно а что вы проксоном не пользуетесь - мне мягко так дали понять что я ничего не понимаю и шел бы к своим моделям и не мешал бы людям работать.
-----------------------------------------------------------------------------
Поэтому говорить что все идеально в этой модели станка - не могу .
Но получить с него хороший инструмент можно.
Но при этом менять приходится его конструкцию.
Мой MF сейчас грызет сталь легко и непринужденно с 1мм подачами .
Пропала дробленка фрез .
Если закрою позицию делительной головки могу резать шестерни ( раньше такие мысли выглядели как бред) .
Единственное что пока не могу себя сдвинуть на БК мотор .
Останавливает что потребуется дополнительно блок питания и довольно мощный .
А это уже теряется мобильность - я сейчас пристроился в угол и что то могу делать. Жена заворчала пошел в другой.
А так появятся дополнительные сопли.
Тут именно этот момент и нравится в станке - мне не нужен какой то специальный угол или помещение .
Получив требуемую точность в шпинделе вообще доволен - фрезы перестали сыпаться и поверхность приемлемой чистоты.
Но БК мне не обойти - даже с ременной передачей я не смог уронить минимальные обороты - мне нужно порядка 150 -300 чтобы применить при необходимости микро расточную головку . Увы но сейчас порядка 800 об. и это сильно много под некоторые задачи.
Сейчас что то пропали стойки удлиненные . Вот поднять бы длинну хода по оси Z на 70мм и тогда была бы красота. Но опять же ценник на кусок тянутого ( не шлифованного ) профиля выйдет выше 100 евро и начинаешь думать а нужно ли это от этого станка.
Но это мой первый домашний станок - а это как к чему то домашнему привыкаешь со временем.
Тем более покупал в Москве у классных ребят в магазине - купив станок и всю оснастку я сэкономил около 5000 рублей в отличии другого всем известного дилера.
P.S. Вы довали ссылку на сайт . Не знаю насколько правильно я понял но автор сайта дядька который активен на том форуме и у него прекрасные темы -
Шлифовальная приставка - www.homemodelenginemachinist.com/index.php?topic=1…
Немного про карбы и моторы ( правдо не модельные - стендовые ) - www.homemodelenginemachinist.com/index.php?topic=8…
Там еще куча его тем и богаче по инфе чем его сайт …
Мой MF сейчас грызет сталь легко и непринужденно с 1мм подачами .
Пожалуйста, расскажите и покажите, какие узлы тюнинговали.
Да без проблем вечером сфотаю и покажу - это более интересная тема чем обсасывание какой плохой проксон.
Тем более альтернативы нет а можит подтянутся пользователи и где то сообща заставим свои станочки работать на зависть .
Подшипник если закажите бесплатной доставкой едет примерно 1 месяц . Понимаете из под фрезы вылетает очень мелкая пыль и только резиновые сальники спасут вас от разрушения подшипника предотвратив попадания пыли в шарики .
Понял, огромное спасибо, заказал резиновые, думал зеленый материал лучше резинового 😃 Бесплатной доставки у них уже нет, но из Америке получается дешевле чем по России 😃
В Проксоне как нам несколько лет хвалили во всех форумах я ничего профессионального не увидел.
А вот это, по моему вся суть проблемы!
Любой инструмент имеет право на существование приносящее радость от его использования будь то “жена болгарина” купленная у дедушки на вещевом рынке за 200 руб., или чпу за сотни тысяч.
Просто люди проявляющие интерес к проксону немного отличаются от тех счастливцев, которые сгоняв за пивком в соседний супермаркет прикупили по случаю дрель за 300 руб двухскоростную, с реверсом, перфоратором и мощностью 1 квт.
и которые будут доставать ее из чумадана только для того, чтобы перед корешами похвастаться. Обманутые ожидания намного страшнее затраченых денег даже.
Не безысвестный питерский Жентельмен соловьем пел везде где только можно о професиональности и высокопрецизионности. Если бы он тихо торговал и помогал решать возникающие проблемы у людей это одно, а тут просто из кожи вон лез, и по моему мнению теперь, не по заблуждению, а из корысти. Но тогда под сомнения его слова особых причин брать небыло оснований. Вот набрал я его асортименту и… как буд-то дерьма наелся. Профессиональный - мечта почти каждого рабочего в СССР - 15 мин непрерывной работы потом перекур 45 мин. 😃 Высокоточный - люфт во втулках под 1мм, овальные шкивы, не соосно посаженые, что ремень на износ и извлечение тепла работает, шпиндели криво просверленные … ну и все в таком духе. Вот это и вызывает раздражение.
В общем думал, что он моряк, а оказался просто барыга береговой! Но сам дурак я 😃
Так начнем со станочка .
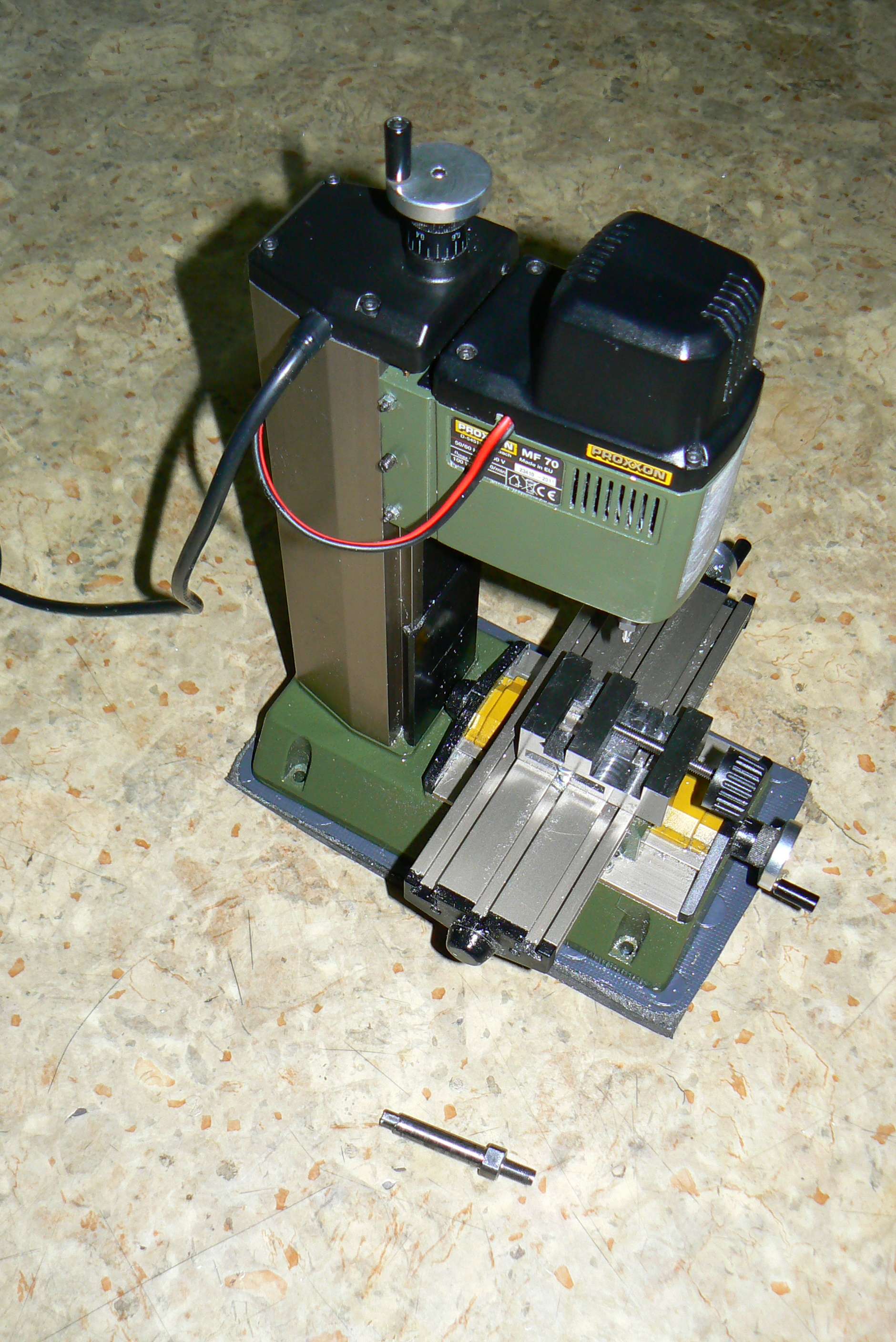
Внешен он не изменился и остался при своем дизайне .
На РСГРУПП была тема конверсии под БК - но увидев что там понаделали мне было бы противно на таком работать и поэтому настрой чтобы станок при работе был законченным и не чего лишнего не мешало в работе.
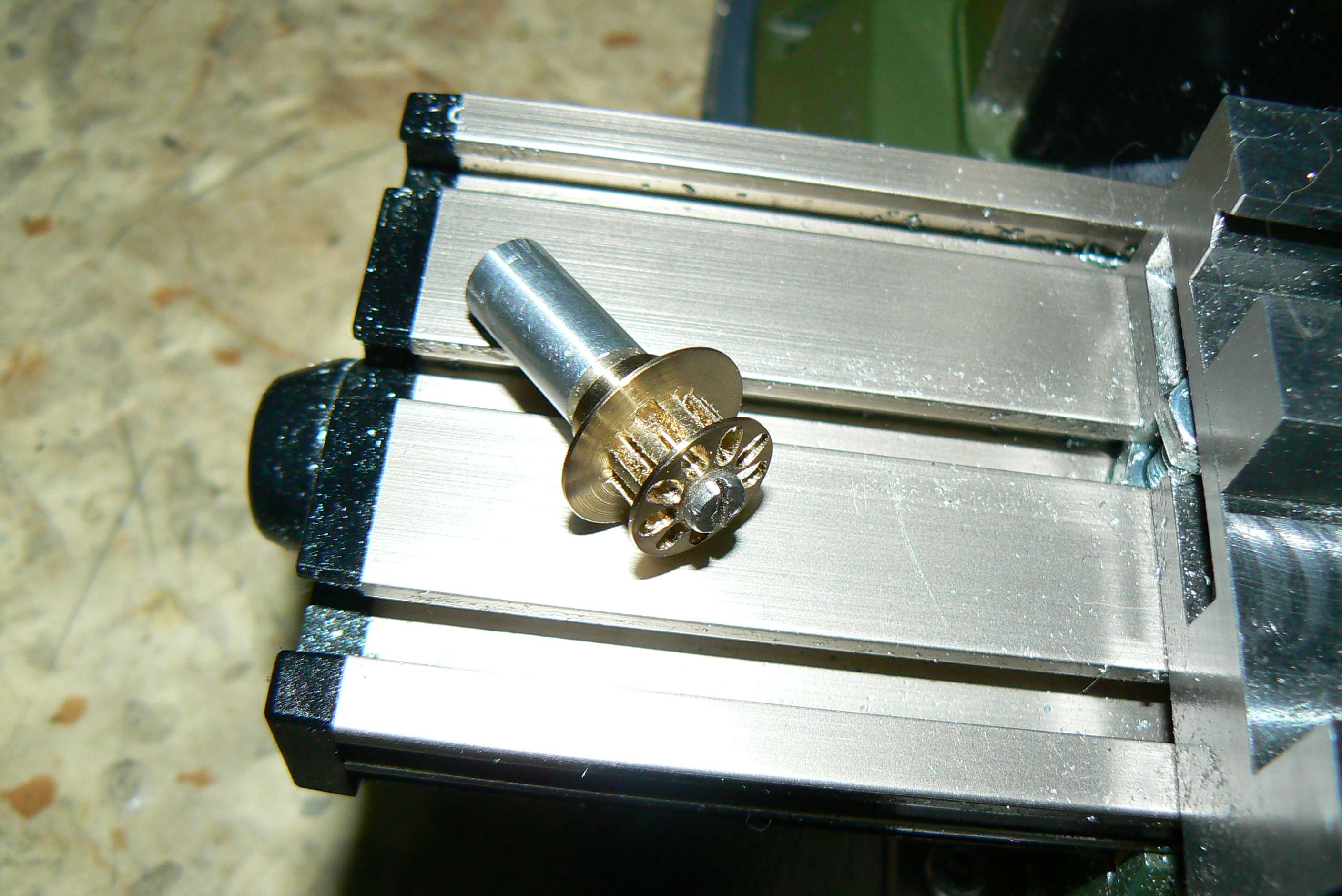
Рядом валяется его родной шпиндель.
Шпиндель поставил тот что по ссылке выше с китайского базару АЛЛИ с ER-8 .
Положил его специально чтоб кто задумается и еще не разбирал поняли что китаец сам того не ведая сделал прекрасную заготовку для обгрейда так как все размеры идут идеально и не требуют никаких доработок .
( прикупил и цанги ER-11 с гайками - но тут на будущее Ю так как шпиндель без шлифовки это дерибас а шлифовать пока негде – все строится пока в моем комнатном цехе ).
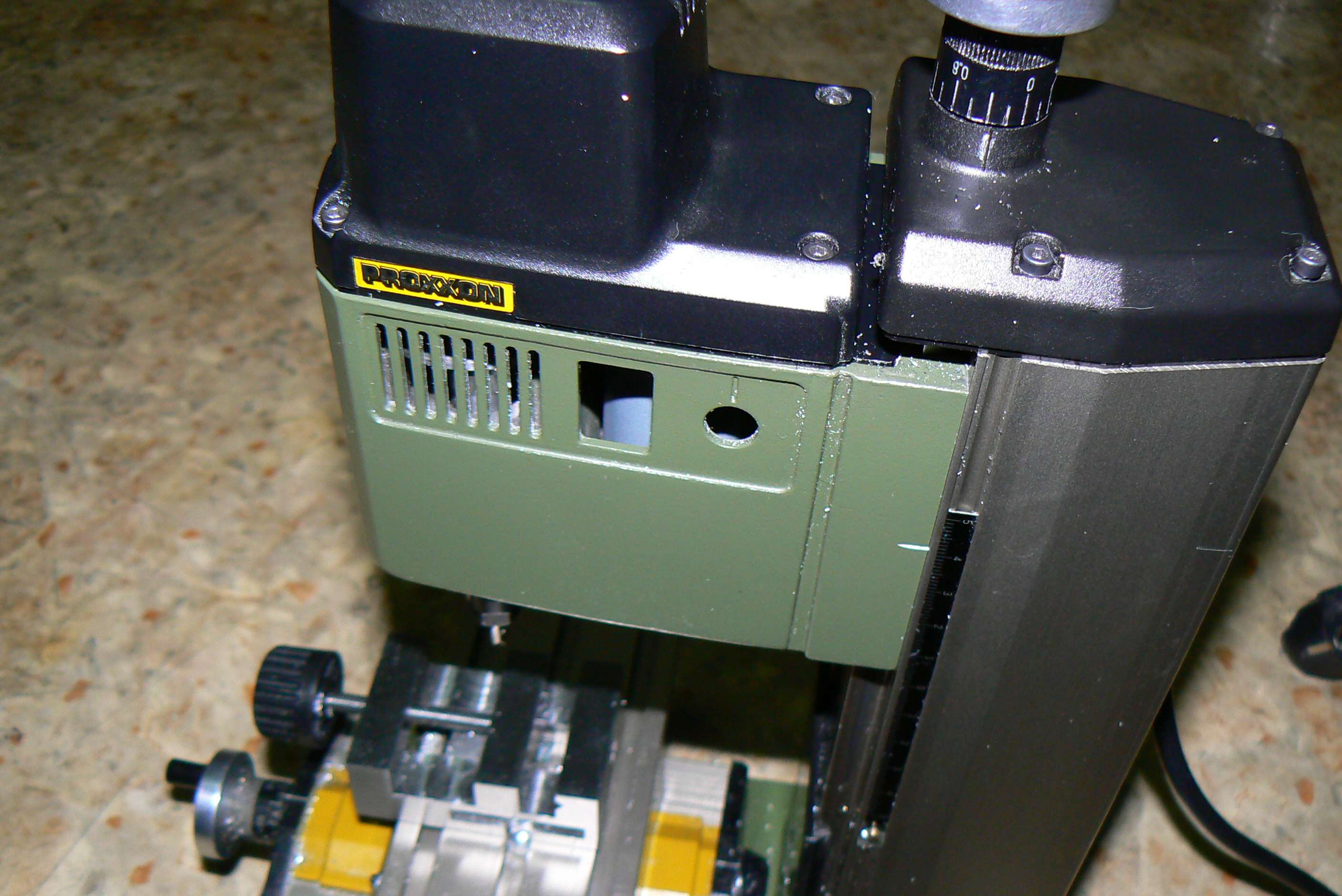
Электроника уехала в стойку . И там ей самое место , зачем немчура запихали её в таком исполнении в корпус головки шпинделя только немцу понять . Но при фрезеровке алюминия , магния мелкая пыль втягивалась в корпус и оседала на плате которая не покрыта лаком , что легко могло спровоцировать КЗ и возгорание и пр. катаклизмы в жизни станка . Поэтому до перетряса часто лазил во внутрь с пылесосом и кисточкой убирая осевшую металлическую пыль. Дырки которые сейчас потом закрою - они мне сейчас нужны для контроля температуры ( удобно ИК термометром мерить темпу мотора )

Так сейчас выглядят элементы управления станком ( включатель и регулировка оборотов ).
Немного скосячил и шарошка пару раз соскочила оставив две царапины - мне это как шарошкой по интимному месту.
В принципе станок остался практически таким же станком .
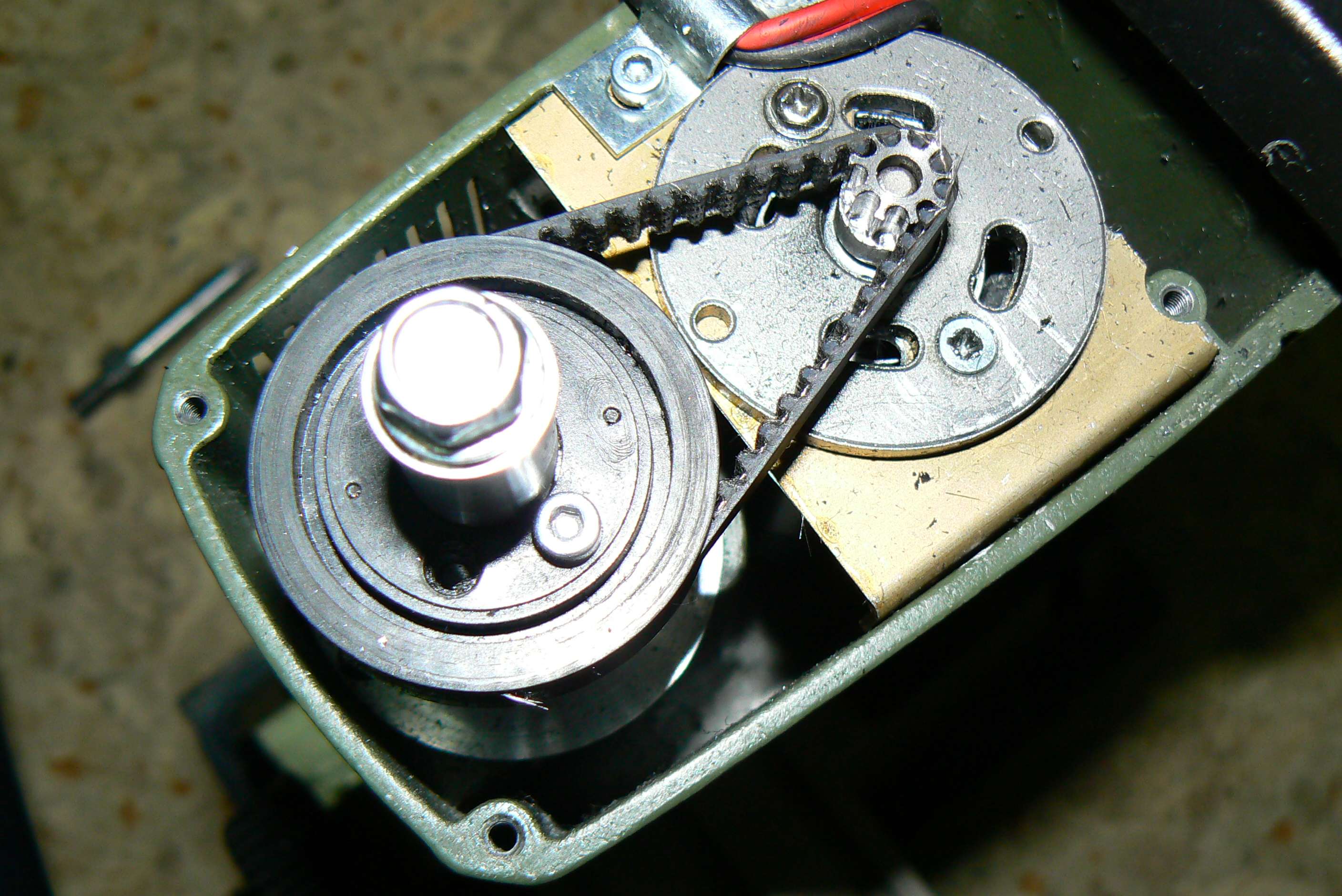
Ременной привод…
Взял шестерню и ремень со старой РС машинки ТТ и выточил новую шестеренку с минимальным диаметром - оптимальным вышло 9 зубов . Если меньше нагрузка сильно поднималась на мотор. Но увы как уже писал скотская делительная головка пока не позволяет сделать качественную шестеренку . И заготовка не зажимается в кулачках так как они болтаются в пазах с зазорами по 0,8мм и лимб отбит так что градусы пробиты с ошибками.
Как писал все пока в очень черновом варианте - тема окончательной конструкции для меня еще не закрыта и поэтому некоторые вещи сделаны топорно и по быстрому …
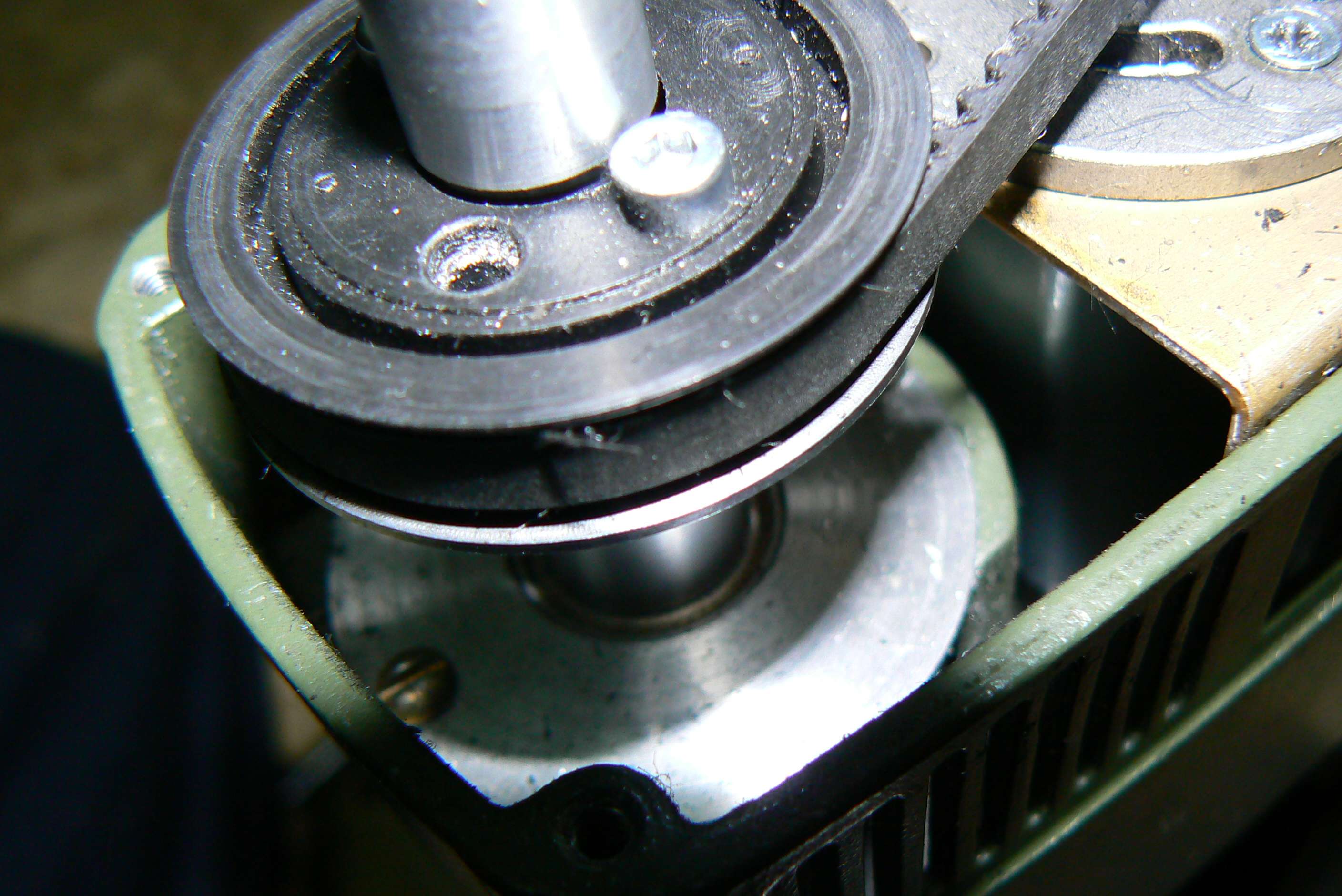
Сам шпиндель имеет сейчас такую конструкцию …
На прошлом фото плата крепления мотора перекочевала к своему мотору для жесткости.
Там где она раньше стояла появилась другая шайба-обойма для третьего подшипника…
Шестеренка встала на шпиндель через фланец который крепится с боку поджимным резьбовым грибком с внутренним шестигранником . Но чтобы совсем убрать различные попытки шпинделя гулять в посадочных я выточил втулочку и болтом на м6 подтянул все выбрав все зазоры через промежуточные втулки.
Сейчас мой шпиндель просто не имеет осевых и радиальных смещений при нагрузках примерно до 15 кг, что этому станку и не надо столько .
Мотор …
Как говорил ему осталась его родная планшайба . Шестеренка фиксируется все тем же резьбовым грибком .
Но мотор пришлось перебирать . Возникшая боковая нагрузка сильно повысила трение во втулках и начала расти температура мотора , так же была убрана крыльчатка принудительного охлаждения из-за изменения конструкции ( если честно как увидел что немчура с импровизировала на тему охлаждения меня так покоробило - проток воздуха был не эффективный и минимальных при их варианте.
Я вибил втулку с корпуса мотора и запресовал шариковый подшипник удачно попавшийся под руки размером 10х6х3 , закрытого типа . Вал ротора мотора имеет диаметр 4мм что способствовало для установки внутрь мотора крыльчатки со втулкой для подшипника . Крыльчатка имеет диаметр 23мм и лопасти в ручную были заточены в ней . Эффективность тоже не очень , но мотор больше 52 градусов сейчас пока не нагревался еще .
Окошки вентиляции в корпусе мотора расширены чтобы работала крыльчатка.
Конечно можно и больше диаметром крыльчатку поставить - но в моторе магниты вклеены и они как раз не дают установить большего диаметра - хотя там где стоит крыльчатка места помойка и можно до 30мм было бы установить.
Есть еще у меня версия такая …
Но пока отказался - кривость головки которая в очередной раз дала мне кривую шестеренку и
тогда нужно дербанить кожух так как не влазит уже конструктив.
Это шестерня , на которую можно поставить очень эффективную крыльчатку и еще если выточить планшайбу кожух - тогда моторчик будет идеально продуваться и охлаждаться ( шестернка на оправке чтобы зажать в делительную головку - там видны отпечатки от кулачков “профессионального” патрона и как он зажимает детали - протачивать такой патрон нельзя так как кулачки живут своей жизнью ).
------------------------------------------
Забыл сфотать как выглядит новый шпиндель вместо старого - у фотика тубарейка села и чуть позже .
---------------------------------
Есть в голове еще вариант на тему как понизить обороты - пока редукция получилась примерно 1к5 .
Попробую знакомых моделистов потеребить кто раньше завязан был с авиацией .
Есть в природе на самолетах мелкие моторы с планетарными редукторами и напряжение как раз что нужно которое дает плата проксона 27вольт и 48 еще есть кажится.
Обманутые ожидания намного страшнее затраченных денег даже.
Да меня чуть выше попрекнули моим бюджетом - промолчал .
Дело не в том что у нас это выходит дорого .
На момент покупки мог бы и за 100 000 купить - была такая возможность .
Но отпугивали тех данные по 80-120 кг .
У меня 1 комнатная квартирка и где мне такой постамент ставить ?
Поэтому и выбирал именно компактное - и выбор как начался так и кончился на MF .
Другие не рассматривал так как извращение стойки в виде трубы - мне нужна точность а не убогость ( на чипмейкере много постов как народ не может “трубные” конструкции победить.
И что получил уже выплеснул выше .
Одно хоть успокаивает не все так плохо. Этим можно пользоваться.
Сегодня начал на скоростную фрезеровать лонжик спокойно и неспешно.
Т.е. я станком закрыл 40% гнетущих проблем.
Но главное что мешает немцам не дурить народ а сделать человеческий станок ?
Сделали две планшайбы и ввели функцию поворота корпуса шпинделя хотя бы на 45 градусов .
----------------------------------
Писал ранее тут они алигархи так как кроме них вообще никто не делает и это приводить к тому что проще рубить бабло по легкому чем делать качественно - конкуренции на этом продукте у них нет.
Вот так сейчас выглядит новая обнова станка.

Возникает естественный вопрос а стоит ли эта возня или и так сойдет.
Начнем с люминия …
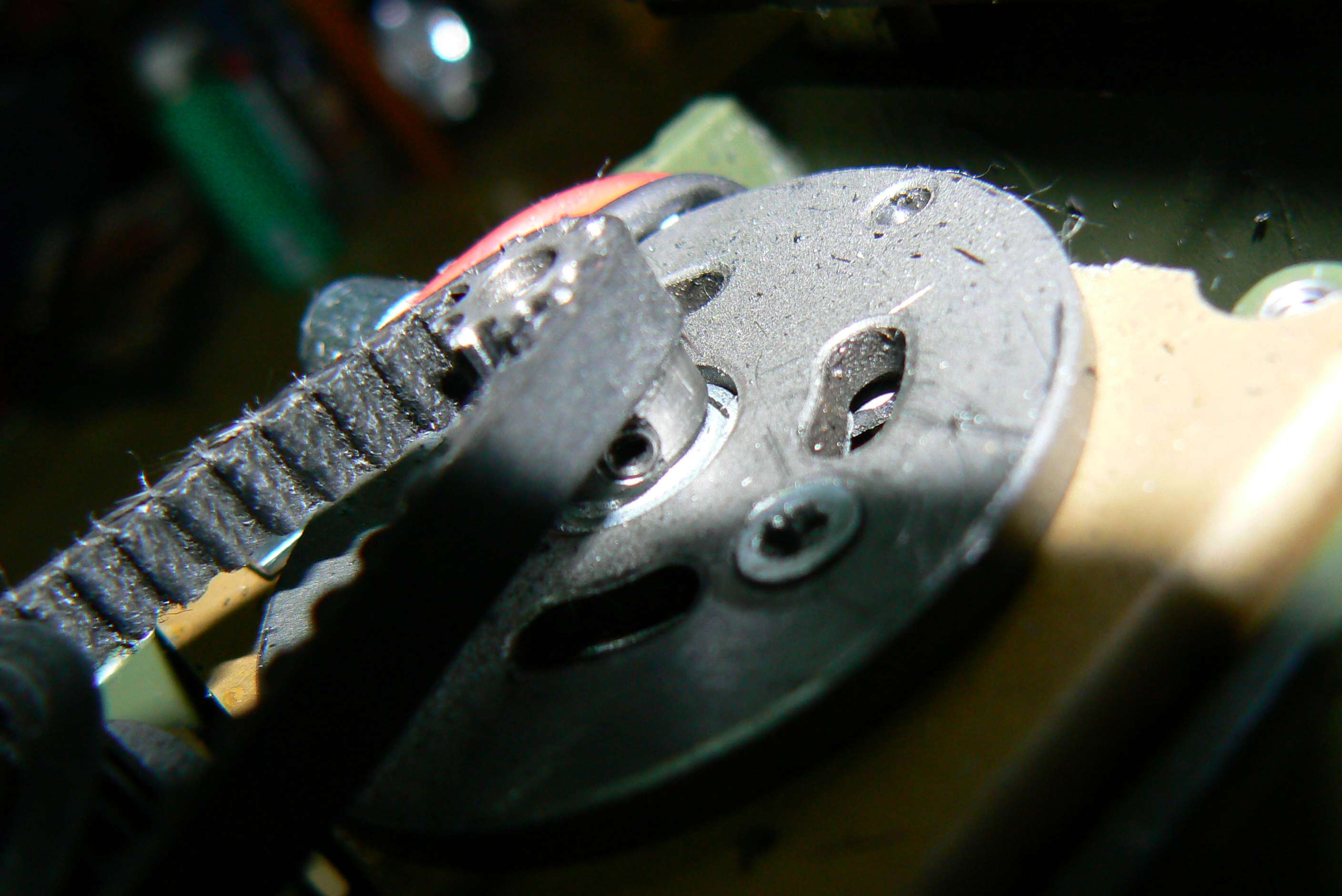
До перетряса начал резать лонжик на скорость и вовремя остановился так как это получилась бы очередная “золотая” деталь . Люминий на моей металлобазе оказался каким то позорным прокатом , вязким как медь и чего наблюдал редко на проксоновских фрезах он постоянно наплавлялся ( обычно на этих фрезах наклеп это нонсенс - не налипает люмин ) а тут проксон обхезался , поверхность даже из под керосина шла такой гадкой.

Причем круглые отметки , это перехват ручки маховика подачи …
Т.е. шпиндель ужасно дробил даже на смененых подшах …
Теперь поверхность сегоднешнего реза черновой заготовки …

Тут уже ляпота …
Причем перехватов не видно , фрезеровалось совдеповской стальной фрезкой 4мм не первой свежести которая на фото в шпинделе ( от проксоновской фрезки вообще была бы сказка) …
Вот вертикальный рез …

Это я повдоль вертикально отрезал лишнее на все 20мм ( конечно не за один проход ).
Но на этом алюминии раньше глубже 3мм была проблема . Фреза дробила и натягивала на себя люминь.
Тут небольшая елочка видна - это где то люфтит какая то подача , давно не регулировал.
Сталь грыз только пока свои шестеренки после перетряса. Чтобы сравнить нужно попробывать - 2-ух мм тупенькой проксоновской фрезкой сейчас проблем не составило брать большие подачи.
Раньше же когда резал заготовки на будущую шлиф головку к токарнику -

я взвыл так как проксон сожрал 5 фрез.
Это нормально когда под боком есть магазин и пошел при необходимости взял одну две.
Но когда нужно заказывать бог знает откуда ( для меня) , то естественно заказываешь как минимум 10-15 .
А потом еще месяц ждешь пока приедут . А тут месячный запас ушел и остался без фрез.
А с родным шпинделем он не всеяден , кроме проксона мало что можно было использовать - все совдепы которые можно перепробывал. А как писал при той дробленке , фрезы не удается экономить .
Даже при очень нежном обращении эта дробленка копит напряжения в фрезе и она ломается как не хочишь рано или поздно если работаешь по металлу накопив напряжения иногда от легкого касания.
Сейчас проксоновские фрезы практически не пользую , использую то что накупил при попытке замены.
Да и цанги позволяют зажимать фрезы до 5мм диаметром , а в этом размере уже совдеповские есть приличного качества. Это мелкие не умели делать …
---------------------------------------------------
Так что вот такой пример нужен этому станку новый шпиндель или нет.
Сильно маленькие обороты нужны только мне . Но если фрезеровать млкими фрезами 1мм , а в природе есть и тоньше , то увы тогда нужны обороты. поэтому тут и стою перед делемой - конечно выход один из универсальных - система с БК .
наилучший вариант это какой то комплект для автомоделей наподобии этого - hobbyking.com/…/__22601__Hobbyking_X_Car_Brushless…

Причина простая все разом и главное есть обратная связь по оборотам.
Пример абстрактный так как пока сам не могу определиться с мощностью системы и пр.
Дальше бюджетно применить какой то серво тестер типа такого -
hobbyking.com/…/__14774__HobbyKing_Servo_Tester.ht…

Но в этом варианте есть недостаток - каждый пуск нужно начинать с нулевой точки .
Т.е. выключив питание и потом включив чтобы запустить мотор движек сервотестера нужно сначало привести в ноль для регуля а потом опять вернуть на нужные обороты.
Вот поэтому я тут вспомнил ардуино и его шельд для серво машинок . Его билиотека имеет все чтобы организовать процесс автоматического старта и переход на установленные ранее обороты.
можно вывести индикацию или даже сделать тахометр .
Но минус прийдется к станку привязывать блок питания типа этого -

Вот примерно такие мысли в целом …
Обратная связь редко в каком регуляторе есть, если есть то не дешев. Инраннеры под шпиндель очень сильно греются, лучше оутраннеры. А БП до 15 ампер достаточны, что бы фрезеровать фрезой диаметром до 6мм.
А БП до 15 ампер достаточны
Не спорю возможно вы правы на все 100% .
На кинге если меня переводчик не обманул вроде есть системы с обратной связью.
Чуть разгребусь буду дальше пробовать - пока накопилось и сезон летный уже начался для меня (подсохли поля) , модельку нужно доделывать и там возня как раз с точенками стопорит доделку модели.
-------------------------------------
Стоечку хочу еще поднять на 40мм . Это чуть улучшит потенциал станочка. Шлифованную подставку под стойку подпихну. Надеюсь что жесткость станка не пострадает.
Тогда и тисочки можно сделать чтобы углы ставить.
Конечно на СНС проще во многих планах - не так проблемно насчет делительной головки , угол фрезернуть и пр. в отличии от руками.
Но я не готов к этому - старая школа, мне проще карандашиком начиркать и потом рученьками.
А тут даже простые вещи все через комп рисовать , переводить в код.
Короче я не готов к этому пока.