Доработка 4-х тактника Атлант-48

С увеличением объема 30-60к росли проблемы мощности, кр. момента, детонации. Всегда пытался найти компромисс. Самолеты 2х2 вес 8-10кг. Атлант 05-08года:степень сжатия 7,2 зажигание с углом опереж. 0,8-0,9мм. По 60ке напишу позже. Опять о патрубке: для того чтобы сделать 4-7дет., нереально изготовить производственную оснастку для гибки нерж. трубы с минимальным R качественно без гофры (время,затраты). О точности изготовления деталей: из-за того что на заводе дела с каждым годом хуже ,решил сделать ручные шарожки для обр. внутренней поверхности седла под клапан 15-45-120град. с направляющей по скользящей посадке.Раньше шлифовал на станке внутр. диаметр под клапан и углы с одной установки, минимальная притирка- сразу хороший результат. Когда обр. ручными шарожками - приходится много раз кл. голову ставить, пробовать-испытывать, снова притирать пастой до хорошей герметизации клапанов. Мала высота отверстия бронзового седла клапана и быстро совместить притиром ось клапана с фаской не удается. Ребра охлаждения - можно было поднять еще на 5мм на 60ом к 7мм уже сделанным или технологически трудно выполнимым на всю высоту кронштейна коромысла. Ребра между кронштейнами что навылет можно резать проволочной электро-эрозией ЧПУ любую высоту (это моя работа) а за кронштейнами на копировально-прошивочном эл.-эроз. медными электродами -это проблема (узкие места, большая глубина прожига, трудно убрать продукты эрозии) опять же медные электроды надо резать проволокой ЧПУ. Фрезеровкой по программе - тут тоже свои ограничения по глубине- хорошая программа (Z-небольшие) фреза д-2мм большую глубину не выдержит. По двигателю эрозию всю свел до необходимого минимума - все мех. обработкой. У Кольма по фото вообще нет эрозии, схема двигателя сделана под чистую мех. обр. ЧПУ, все наружные поверхности прямолинейно- параллельные . Детали с большим количеством операций обработки переделывать не буду. Глобальных ошибок не вижу.
а вот вопрос по опережению момента искры тут все резервы по обузданию мощности 60ки.
Александр вы повторяете мои мысли , но я просто не успеваю ничего сделать .
Основная работа съедает весь потенциал как физически так и морально - работа в автосервисе с тяжелым графиком и усталость от общения с морально уродливыми пользователями ( откуда у меня постоянное мнение что народ в большей части деградирует ) .
Короче есть системы которые не надо изобретать, они уже готовы и дают богатые возможности с заделом на бесконечность.
Первое что мне импонирует эта система -
www.microsquirtmodule.com/index.htm
MicroSquirt® Module очень компактен , он размером с банковскую карту.
Но возможности шикарные и для модельной техники неисчерпаемые.
Я на базе этой системы собрал блок управления на свою волгу с двигателем Крайслер ( там очень сложный триггер синхронизации ) .
На этой системе можно создать как просто управление зажиганием с различными режимами и контролем детонации , до реализации эл.впрыска , управления наддувом и пр.
Короче очень интересная и гибкая система, но потребует доп плату с силовыми ключами и пр. элементарной логики .
Вторым считаю по своей простоте реализации эти системы -
imfsoft.com/en/hardware/zapalovani
Именно серии -Universal Ignition и Direct Ignition TCI .
Эти системы легко реализуемы , не требуют каких то хитростей - но они тяжелые по весу так как корпус с платой залит полностью силиконом . Но плату можно вытащить очистив от резины.
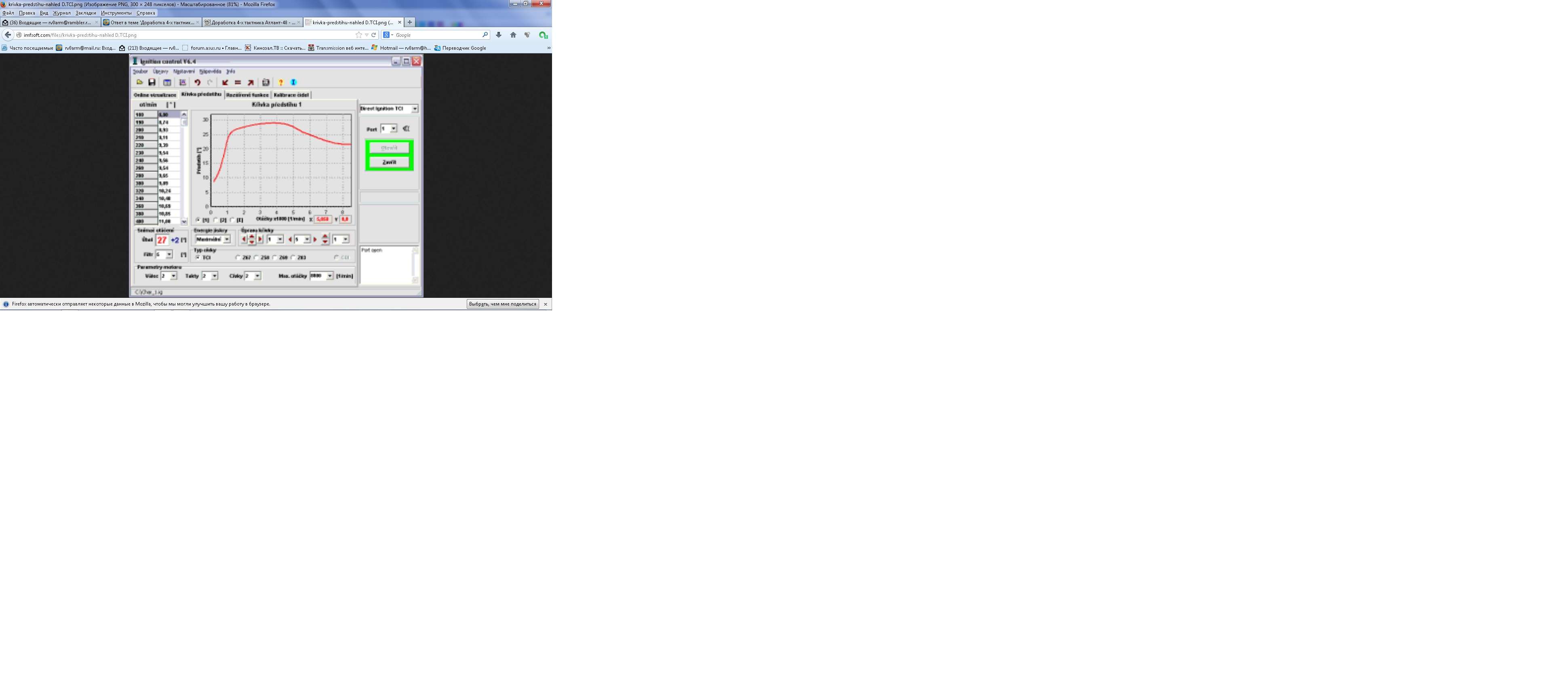
Особенно интересна эта концепция -
imfsoft.com/en/hardware/direct-ignition-tci
Так как дополнительные каналы на которые можно повесить различные датчики можно запрограмировать на любые нужды.
---------------------------------------------
В чем огромный плюс по сранению со всем что существует для моделей сейчас - это онлайн режим работы с картами углов зажигания. Вы можете использовать как проводное , так и по блютуз соединение с блоком зажигания и контролировать работу мотора на разных режимах и видеть наглядно в каком месте углы оптимальны а где нет и влюбой момент можете сделать коррекцию.
Эту работу можно сделать один раз и потом уже отработанные карты использовать перенося как в простейшие системы зажигания. Или использовать с этими блоками без онлайн подключения , так как они всетаки имеют доп каналы и отказываться от них грех.
-------------------------------------------------
Еще раз скажу - почему жлобы производители модельной электроники нам не дают такого инструмента навязывая нам свои таблицы углов , считая что они настолько гении , что их карты совершенны на все .
На 2т мотор и 4Т , на любой объем и любой вид топлива.
Эта тупорылая упертость на практике большая ошибка - я то это знаю откатывая системы настоящих автомобилей.
Даже два одинаковых мотора , просят различные углы при тонкой настройке.
Нет моторов с одинаковым цикловым наполнением .
Маленькая риска на седле клапана сразу изменяет цикловое .
---------------------------
Короче вам в принципе с нуля для личного пользования можно ничего не изобретать - в природе есть готовое и вполне реально использовать на модельных двигателях.
Да, где то у меня дизельный Лазер завалялся, найду просмотрю на конструкцию.
Картинку я взял с сайта Лазера и она просто наглядна , так как распечатав на принтере можно и углы померить и вырезать детали и попробывать поиграться углами.
Вся изюминка в Лазере в том что угол направляющей клапана стоит так , чтобы избежать бокового давления на шток клапана. Но лазер имеет рокеры сзади и там колоссально удобно получается с завалом угла клапана и геометрией каналов.
Но даже если рокера впереди - можно без ущерба в геометрии канала завалить угол направляющих клапанов на 3-5 градусов . Геометрия канала еще не будет убогой , но вы сместите расположение клапанов в цилиндре .
А в целом я просто увидел в сообщении Андрея жалобу что присутствует явление - разбивает направляющие.
И вспомнил как вариант Лазера.
Андрей Дяченко есть ли у Вас оправка -державка (М 10х1) для индикаторной головки и латунный наконечник ,плюс сам индикатор 0-10мм. Вот тот результат, (удачный) неплохо замерять индикатором при включенном зажигании(СВЕЧА В НАСВЕШНИКЕ) . Индикатор в оправке ,латунный наконечник резьба М 2,5 вкручен вместо штатного и все в сборе закрутить в резьбу М10Х1. Прокрутить коленчатый вал медленно ,найти верхнюю мертвую точку поршня, (клапана не двигаются) момент вспышки ,выставить на индикаторе размер 3мм (попустив болт М4 дюралевой оправки ) опуская индикатор к поршню. Зафиксировать болт М4 оправки проверить размер 3мм еще раз. Теперь повернуть коленчатый вал за часовой стрелкой на 90градусов, (СВЕЧА В НАСВЕШНИКЕ), включить питание и медленно вращая коленчатый вал против часовой следить за моментом искры на электроде свечи. Для 60ки это 2,23мм -24градуса до ВМТ. Свои стендовые пробы планирую на зимние каникулы.
Евгений спасибо за информацию, я в электронике не силён, это больше для спецов, моя работа это железки. Согласен с тем что два мотора сделаны как две капли воды в работе могут выдавать разный результат и это опять много зависит от зажигания. По этому настраиваю всегда по индикатору. Из-за этих электрических проблем второй год заморожено готовое железо.
включить питание и медленно вращая коленчатый вал против часовой следить за моментом искры на электроде свечи.
Александр сейчас есть дешевые и копеечные инструменты для контроля ( я правда не в теме про какую систему вы говорите - магнето , контактная или электронная) .
Для электронной удобно подобное -

hobbyking.com/…/__29766__Gas_engine_CDI_Ignition_T…
В нем как тестер работоспособности самой системы зажигания , так и звуковой и световой пробник момента выставленного угла зажигания.
На вал транспортир , датчик холла в плату.
Единственное делать поправку на зашитый угол в зажигалку начальной точки ВМТ.
Просто многие системы начинают момент искрообразования сейчас от 180 до 250 об\мин и визуальный контроль по самой искре получится не точен.
А если проворачивать очень медленно вал для точного определения - искры может и не быть.
я в электронике не силён, это больше для спецов, моя работа это железки.
Не возможно быть полноценным специалистом во всем ( это была утопия совдепа в свое время - что человек обезя многостаночник) .
Ты либо отличный спец в чем то или ни там ни здесь. Можно досконально знать механику , и принципы , но иметь идеальные знания попутно в электронике и еще на уровне программиста - не реально , так как постоянно изучать и отслеживать все просто физически не возможно.
Поэтому имхо для вас оптимален вариант чехов - там ничего паять не нужно , собрать простую схему подключения катушек , питания и датчика и все начнет работать.
В последних версия они подняли планку и должны работать даже катушки выпаяные их эрекселей и пр. модельных зажигалок.
Весь софт уже разработан и есть небольшой инструмент в софте по анализу крутящегося момента двигателя.
Для 60ки это 2,23мм -24градуса до ВМТ
Вдруг пригодится , как работает китайское зажигание с рекомендованным углом установки 28 градусов ? Начальной установкой задается максимальный угол опережения , на малых оборотах уоз уменьшается на 18-20 градусов и по мере роста оборотов уоз увеличивается до первоначальной установки . \ Точнее не мерил , график не составлял т,к, не вижу необходимости . \
как работает китайское зажигание с рекомендованным углом установки 28 градусов
Это не показательно , так как сейчас у Эрекселя на вскидку 4 версии програмного софта и углы отличаются.
Сбоку на коробке написана версия , но это скорее всего версия электрической части а не пргорамы в мозге зажигалки.
Подобные углы особенно для 4Т не являются правильными -категорично…

Более менее корректен график в примере чехов
К примеру вот так выглядит график УОЗ в авто для одного из режимов.


Но это только таблица привязки к оборотам , а существует еще масса коррекций относительно других вещей -

Вот после интерполяции всех данных , относительно температуры , циклового наполнения график от которого начинается расчет в реальной жизни совершенно другой.
Святая надежда на то что написанно что зажигалка имеет автоматический регулятор опережения вызывает просто смех .
Чего там автоматического - привязка угла к оборотам и все , тупо и бездумно .
Зажигалка ничего не понимает .
Вспомним старые дедушкины механические трамблеры - там и то привязка к цикловому наполнению и плотности воздуха за счет пневмо магистрали и отслеживанию разряжения в впускном коллекторе.
АУДИ родила такую сложную систему зажигания с анализом корректности по самой искре ( точнее по плазме ) , что потребовались очень сложные алгоритмы , спец катушки и система имела несколько микропроцессоров анализа работы.
А тут святая простота - используя 8 битный ПИК в коробочку со спичечный коробок вложили чудо девайс.
Тоже самое про Беккера - физически не может его зажигание быть идеальным , даже от простого при эксплуотации мотора 20см3 и температуре воздуха +10 градусов и при использовании мотора 60см3 и температуре воздуха +30градусов.
Корректно это никогда не будет работать.
Из-за того что мотор маленький и часто шум выхлопа забивает признаки не корректно работы маленьких деталей , мы просто не слышим ту же детонацию или не ощущаем потерь мощностей так как отсутвует самый главный датчик - седалешный нерв пользователя.
Если бы мы сидели в модели , то прочувствовали насколько все не совершенно.
-----------------------------
Да модельное работает и выполняет свои функции .
Но последствия этой работы часто заканчиваются так -

Если проанализировать выроботку - мотор работал на избыточно завышенном угле.
Так как это мой мотор , то могу добавить - угол был не корректен выше 12000 оборотов .
Так как уменьшение уоз , портило работу мотора на средних оборотах и появлялся либо провал, либо мотор не мог выйти на мощностной режим. А вот раскрутившись дальше мотор получал не корректное воспламенение что и повыбивало цементированный слой с мотыля.
Искра на оборотах была практически в ВМТ , дальше отскок шатуна ( игл подшипника) и повторный удар .Если бы небыло второй щербины я на 100% списал бы на некачественный материал и обработку.
Но второй отскок говорит что присутствовало детонационное сгорание , а учитывая что бензин 98 и работа мотора на других режимах идеальная , имхо меня убеждает что эрексель обхезался на углах.
И это пример 2Т , в 4Т все куда чувствительнее.
Я так понимаю нам нужна вот такая штука и опытный програмист в этой области.
Я так понимаю нам нужна вот такая штука и опытный програмист в этой области.
Андрей может быть и это.
Главное чтобы любой пользователь мог под свои условия сделать коррекцию - если у него появилась потребность или желание, если пока электроника котрую мы имеем не способна это сделать сама.
Но коррекцию в онлайн режиме - на работающем двигателе.
А не так что посидел ,подумал , разобрал перешил , собрал - это долго, неудобно , не оперативно.
Без разницы на какой базе это будет существовать.
Главное что в процессе эксплуотации подключил бук и сделал то что считаешь нужным .
Ведь точные настройки любой ДВС техники делают не в комнате и виртуально , а непосредственно на работающей технике.
Есть еще один старый проект , но в нем ошибка на програмном уровне - проц зависает.
www.electronics.gompy.net/cdi/index.html
Но уважаемый GOMPI забросил эту разработку не доведя до осмысленного конца.
Зажига начинает работать и на 2000 микропоцессор зависает.
Сам автор забросил, открытый листинг программы не дает , что бы люди смогли устранить ошибку.
А сделано не мало и интерфейс вполне удобный , и схемы отработаны.
А вот встал проект и дальше не движется уже три года.
Есть еще не менее интересный вариант -
www.sportdevices.com/ignition/ignition.htm
Там есть версия с поддержкой МАП сенсора - т.е. учитывающая цикловое наполнение воздухом.
Еще ввести температурную коррекцию и получился бы идеальный вариант системы зажигания.
Даны даже листинги программ - но я не програмист , там я более чем туп.
И это разработки возраста более чем 3лет давности.
А что сейчас творится в мире электроники - используя более современные микропроцессоры размером с копеечную монету можно организовать столько возможностей.
-------------------------------------
Поэтому Александр прав - и я его понимаю , создать железо если есть возможность можно.
А вот без поддержки со стороны электронной начинки , устройство будет сильно проигрывать.
Даже ОС , Саита ставя эрексель делают заказ у производителя для поддержки новых двигателей.
Их П.О. содержит какие то коррекции.
Самый простой пример зажигалка версии А-01 эрекселя для всех, имеет другое П.О. в версии для ДЛЕ-20.
Но само устройство не способно адекватно работать на всех бензинах мира и условиях эксплуотации. Оно несет только общие функции по обеспечению работы ДВС , без акцента как .
-------------------
Да оно работает .
Вспомним трамблер у которого оторвали вакуумный шланг с октан корректора - автомобиль то работает . Только весь вопрос как он работает.
Там есть грузики которые привязывают коррекцию угла относительно оборотов.
Но вот если нет коррекции по цикловому наполнению ( нет вакуумной коррекции) - мотор работает больше чем отстойно.
Вот и у нас сейчас точно такие же системы с привязкой к оборотам ( и не всегда корректная привязка получается) , а не менее ответственной компенсации и коррекции нет.
Те же жигули очень быстро помирали без этой коррекции или когда пружины не соответствовали оптимальным для оборотов и как результат врали по углам.
Евгений, может хватит уже мегапостингом заниматься в котором полезной информации, по отношению к ее общему объему, мало.
Тема интересная, а вы ее превращаете в философские излияния от собственной персоны. И, пожалуйста, установите у себя проверку орфографии.
философские излияния от собственной персоны
А что от вашей нужно ?
Коллеги, не будем препираться - многое из того что пишет Евгений правильно. Однако хочу заметить, что простой пользователь мотора должен просто поставить его на модель и “пользовать”, а не заниматься настройками и испытаниями. К тому же, могу сказать, что от самого зажигания зависит многое, но не настолько, как Евгений утверждает. На обычных моторах ЧИП-тьюнинг дает 5-10% процентов прибавки мощности в некоторых диапазонах оборотов и не более того. Поэтому не надо все сваливать на зажигание, гораздо больше зависит от конструкции самого двигателя.
Тут я посидел и нарисовал немного другой вал для Атланта - выставляю на ваше обозрение и жду комментариев. … не смог PDFный файл из под Солида загрузить… будем учить матчасть.
Создание нового мотора на сегодня задача не из легких, но совместными усилиями сделать можно, было бы желание.
И конечно, если Александр поможет с изготовлением, а Евгений доработкой зажигания и его программированием. Еще нужен конструктор со знанием Солида. Как предложение?
другой вал
Фото вала сперли . О появился .
К сожалению это не фото, а JPEG файл от 3Д-модели Солида. Правда как сделать чертежи еще не освоил…
Нарисуем будем жить . Внутри соосность резьбы с телом проблематично будет сделать , наружная резцом в центрах без проблем . Можно и от фрезеровки уйти . Посадочное под шестерню делать не будете ? Мотыль впресованый не технологичней будет , поменять можно с металлом и твердостью поиграть ?
Посадочное под шестерню делать не будете ?
Шестерню планирую сделать прямо на валу перед коренным подшипником как на Саито. Вал целиковый из куска из 12ХН3А, цементированный. Внутреннюю резьбу на валу многие делают, Каван например, проблем вроде не было. Мотыль диаметром 10мм под игольчатый подшипник 10х14х10 из серии для ДВС. Все размеры взяты от Атланта, так что вал должен встать в имеющийся картер/носок. Только шатун возможно новый надо будет изготовить. От фрезеровки вряд ли уйдешь - балансировать вал надо, и есть желание уйти от вольфрамовых противовесов. Вес вала получился (по расчету Солида) ок. 145гр.
Внутреннюю резьбу
Подумайте еще раз , технологически не просто . Нарежете метчиком, болт будет бить . Точить и шлифовать придется с резьбовой вставкой , заморочка в общем .
Создание нового мотора на сегодня задача не из легких
Иван вопрос на засыпку если все таки вы ставите задачу сделать свою конструкцию мотора .
Может все таки сделать как у лазера , еньи и пр. толкатели сзади?
Из плюсов рождается один минус - мотор будет конструктивно объемный так как попрут с боков впускные патрубки и карбы.
--------------------
Зажигание - дело не в мощности – ресурс мотора и его работа в целом ( так и не смог донести ).
Про зажигание я больше не хочу даже вдоваться - и пишу так только потому что хочу донести свою мысль понятной для всех и чтобы такие как тот же дмитрий краткую форму не интерпретировали как хотят ( он и в моей теме меня затыкал и пр.и третий год я так не услышал извинений , хотя везде похваляется предложенным мной методом который он использует выдовая за свой - бог ему судья , если у человека совесть где то потерялась).
-------------------
По валу - зачем у него такое облегчение?
Конструктивно вал воспринимает очень значимые нагрузки.
Нагрузки и деформации иногда имеют приличную характеристику.
Даже если вы сделаете титановый или алюминиевый шатун на одноопорном вале при больших кубиках это очень слабый элемент ( у кмд вал диаметром 8мм при работе имел приличные деформации , моторы отработавшие больше 6 часов имели выроботку в месте уплотнения вала доходящую до 0,15мм в пояске).
Таких примеров много из малой серии моторов.
На больших моторах типа китайского производства мы не видим это из-за конструкции мотора - они не имеют таких уплотнений и не можем судить насколько вал воспринимает нагрузки на изгиб.
Один из вариантов почему у вас слазит шатун с мотыля - не хватает жесткости вала , он прогибается под нагрузкой, и прогибаться может между двух подшипников и не в районе мотыля или щеки вала.
Вы облегчили щеку .
Так же сам вал имхо выглядит слабым
Тут самый надежный вариант двух опорного вала .
Да вес попрет. Но в одно опорном варианте вал у вас выглядит очень слабым.
Предсказать на уровне чертежа трудно эту деталь - хватит её жесткости или нет.
-----------------------------------------
Опять же из практики . Не недооценивать конструктивную жесткость вала - это задел на все характеристики мотора в целом. Почему цсткам никогда неспособен работать так как даже первые моторы Кахонюка , даже если в него вложить новые пары , супер подшипники и пр. - слабое звено коленчатый вал , который не способен адекватно нести нагрузки на тот же изгиб и деформации во время работы.
Внутреннюю резьбу на валу многие делают
Резьба на валу - это нормальное явление и соосность с супер точностью там не нужна - резьбы никогда небыли элементом точной ориентации каких то деталей, только потому что зазоры в резьбах превышают какой то логический смысл что бы на этом делать акцент до второго нуля.
А нарезать резьбу с точностью 0,1мм может даже школьник.
Если стоит задача точного позиционирования используют втулки и пр.элементы.
Так что заморачиваться на тему резьбы, нет смысла , как вам удобно так и делайте.
Прецизионные моторы ведущих спортсменов первой мировой десятки имеют моторы где валы имеют конструкцию как у вас с резьбовой шпилькой , без каких то супер извращений.
*******************************
Полностью согласен - вал стоит сделать сборным .
Т.е. мотыль должен на прессовой посадке.
Какие бы ни были свойства стали 12хн3а , вы хочете её заставить работать в тяжелых условиях - с игольчатым подшипником.
По сравнению с другими видами нагрузок , работа под роликами ( иглами ) это очень серьезная вещь.
Требования к металлу очень серьезные . Даже неоднородности в кристаллической решетке в виде карбидов ( которые для этой стали не регламентируются) провацируют чешуйчатое отслоение металла без разницы какую метал имеет твердость после термообработки.
Совсем все меняется если вы используете подшипниковую сталь.
Там сам процесс требует от ШХ15,ШХ9 такие виды термообработки что бы сталь соответствовала требованиям,
Что просто исключаются различные виды вещей которые спровацируют выход из строя мотыля.
Делать весь вал из ШХ15 - это глупость . А вот сделать мотыль из этой стали легко и без каких то напряг.
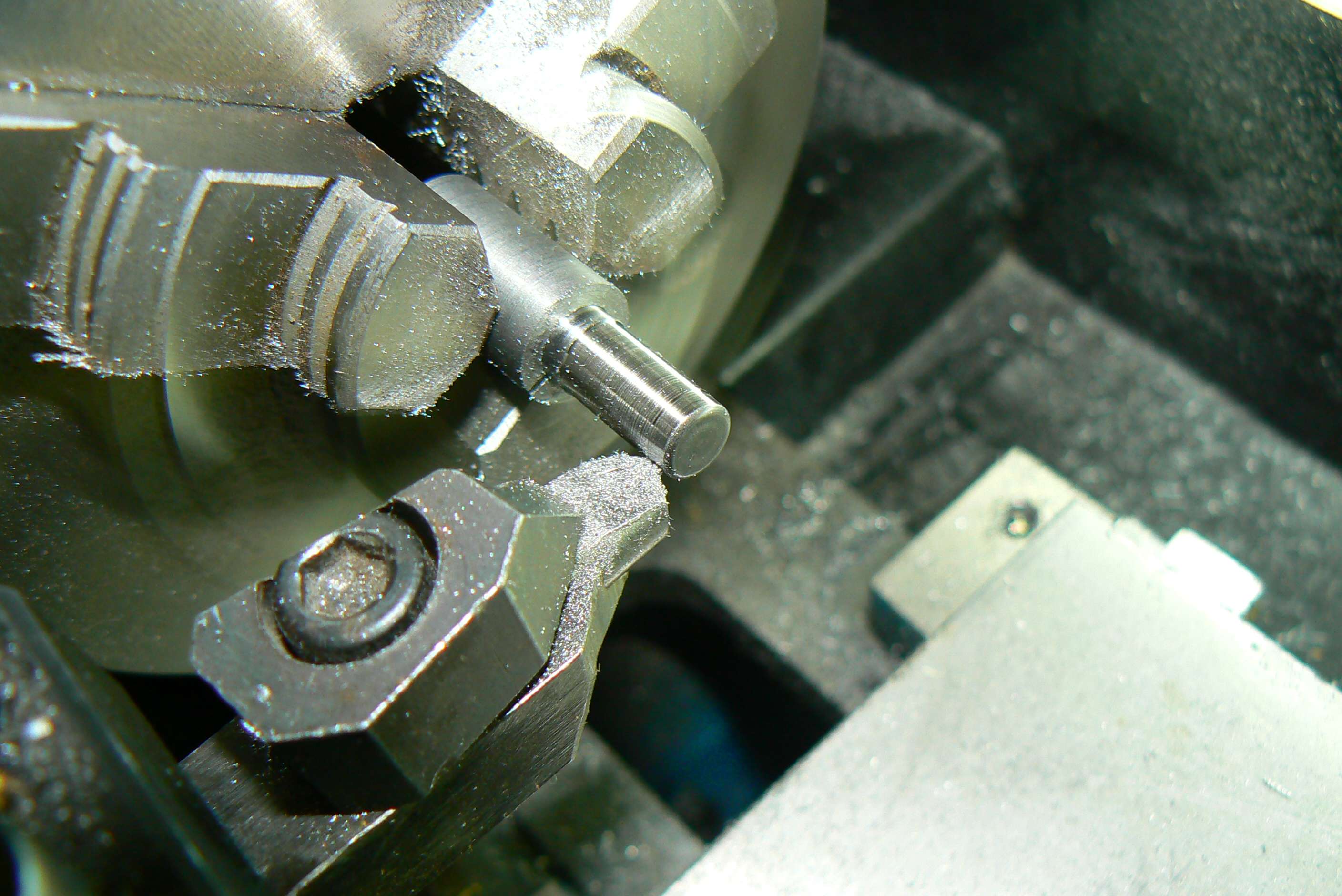
К примеру сейчас ремонтирую свой мотор используя ролики от русского подшипника -
Эльбор ролики берет легко и без напряга - протачивая как простую СТ3 .
Надфиль вообще не цепляется - по другому и не может быть так как тех процесс изготовления регламентриует что середина ролика не должна быть мягче 62HRS . Сталь настолько удивительна и расчитанна именно работать как элемент подшипника воспринимая нагрузки различных видов деформаций и трений .
Что вам будет очень тяжело получить от 12хн3а , насколько бы она не была классной .
В 12-ку не вкладывают тех требований , которые заложены в ШХ-15.
Вы 100% гарантированно получаете надежный узел в моторе под названием мотыль.
дальше если и потребуется ремонт мотора на тему мотыля , его можно сделать даже в условиях школьной мастерской .
Ролики если решитесь использовать нужно выбирать до диаметра 20мм , так как после 20мм используют сталь ЩХ9 , где меньше содержание хрома.
***************************************
Имхо сборный вал - это преимущество во всех отношениях.
заморочка в общем
Заморочка не в этом .
Разжимная оправка, цанги ER-2*, 3*, конусная фаска в конце концов, делают чудеса…
Только сам сейчас допер - шпоночный паз будет не совместим с такой резьбой , он вал ослабит именно по причине внутренней резьбы на нет .
На обычных моторах ЧИП-тьюнинг дает 5-10% процентов прибавки мощности в некоторых диапазонах оборотов и не более того. Поэтому не надо все сваливать на зажигание, гораздо больше зависит от конструкции самого двигателя.
Тут я посидел и нарисовал немного другой вал для Атланта - выставляю на ваше обозрение и жду комментариев. … не смог PDFный файл из под Солида загрузить… будем учить матчасть.
Чип тюнинг - чупу тюнингу рознь. Замена европейской прошивки на неевропейскую (Корея или Эмираты), даст как раз эти 5-10%. А если все делать в сторону увеличения мощности, не глядя на экологию и экономичность, то резервов будет куда больше. Хотя в общем то, к “чудесам” зажигания это имеет мало отношения. Я конечно валов не много наизготавливал, но все же, Иван, ваш вал красивый, но… Проще и надежнее сделать запрессованный палец. 12ХН3А хорошая сталь, но все же, получить от нее хорошую пару для игольчатого подшипника не такая уж простая задача. Связываться с ковкой, цементацией, в кустарный условиях напряжно… Резать и шлифовать шестерню на теле вала, тоже может оказаться неподъемной задачей. Потом, может оказаться, что глубина цементации для вала и шестерни окажется разной, и в итоге будет или палец страдать и (или) шестерня. Если бы вы делали вал под шатун со втулкой, к примеру, серебрянной с индиевым покрытием, то такая конструкция была бы вполне рабочей. И еще момент, мне сдается жесткость щеки может оказаться недостаточной, хотя в солиде это можно промоделировать…
Продолжаю агитацию за составной вал …
******************************************
С момента написания последнего моего сообщения прошло 1 час 40 минут.
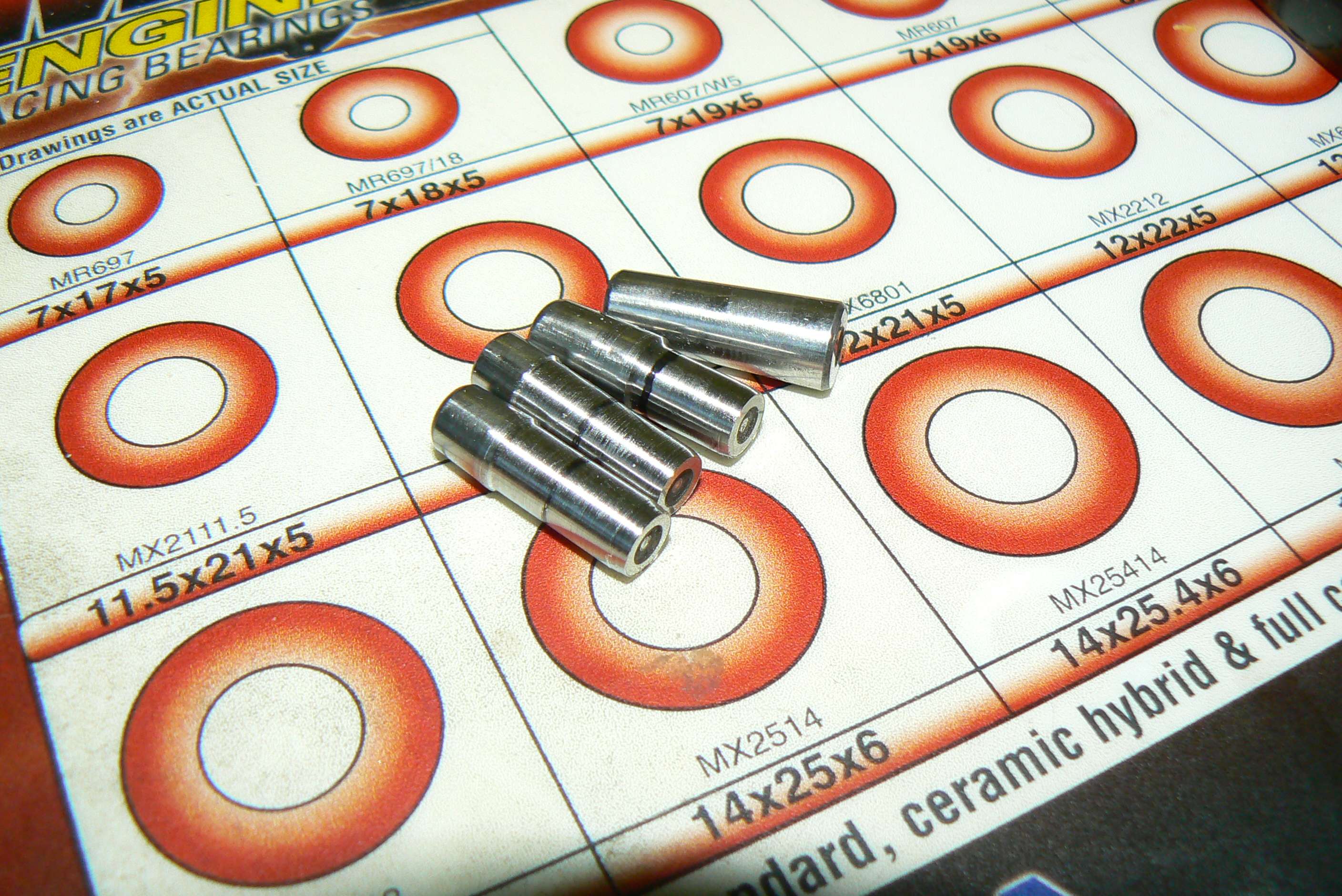
За это время выточена вторая разжимная оправка ( первая была конусная в которой проточил посадочный размер в щеку коленвала - конструкция моего вала такая) и проточены три заготовки
Почему три заготовки . Я еще никак не доберусь доделать шлиф головку ( мотор ждал пол года её и так не дождался , не сходится желания с временем) . Поэтому придется уповать на китайца и на то что он точно расточил отверстие в щеке коленвала.
Поэтому решил просто запрессовать и притиреть притиром .

А дальше уж как масть ляжет , криво запресуется ( не без этого и так может получиться) или китаеза криво просверлил и расточил , время покажет ( тогда одно пожелание тому китайцу - неделю ночью до горшка не дойти) .
Но потом когда сделаю шлиф головку , перепресую и шлифану мотыль в сборе на валу для 100% точности.
А так вот три детальки ждут своего часа .

Внизу старый мотыль , крайний с права ролик от подшипника.
Нет головных болей где искать термичку , как все получилось и пр.
Гарантированное качество термообработки и материала.
И это самая ответственная деталь в бензиновом моторе.
Сейчас выточу еще две оправки чтобы завтра на работе под прессом собрать коленвал.
**************************************
Вот сами думайте , что вам проще и как надежнее.
Ролики в подшипнике , это тела качения , есть много размеров можно подобрать . www.podshypnik.info/index.php?zid=basic_sizes&typ=… Тел. вроде Московский . Из 6 мм ролика делал , стоит идеально . Тут видно - Под ваш подшипник INA 10x13x10. есть тело качения 10 на 30 , либо тело найти ,либо подшипник где оно стоит . Не точить не шлифовать не надо , уже легче .